|
ūį2005─Ļķ_╩╝Ż¼╬ęć°Ą─░lļŖąąśI▒Ń├µ┼R├║╗─ī¦ų┬Ą─ļŖ╗─ĪŻ╚ńĮ±Ż¼├║ļŖĦüĒĄ─ŁhŠ│╬█╚ŠĪó╚½Ū“ūā┼»ęį╝░╬ęć°│ąō·Ą─£p┼┼╚╬äšČ╝Ų╚╩╣╬ęéā▒žĒÜīżŪ¾ĮŌøQļŖį┤└¦Šųų«Ą└Ż¼š{š¹─▄į┤ĮYśŗ,ā׎╚░lš╣’LļŖĪó╠½Ļ¢─▄░lļŖ║═╔·╬’┘|─▄░lļŖ╩Ū¼FĮ±╝╝ągŚl╝■Ž┬Ą─ūŅ╝č▀xō±ĪŻ▒ŠŲ¼░Ė└²╩Ū×ķ╠½Ļ¢─▄╣ŌĘ³ļŖ│žĖ▓╔wõō╗»▓Ż┴¦░Õ┴„╦«ŠĆū„śI┤“┐ūŻ¼įOéõ╝ė╣żŠ½Č╚Ż¼ą¦┬╩ę¬Ū¾Ė▀Ż¼į┌▓╗ĮĄĄ═ąį─▄Ą─Ū░╠ߎ┬Ż¼ūŅ┤¾│╠Č╚Ą─┐žųŲ┴╦│╔▒ŠĪŻ
1 įOéõĖ┼ør
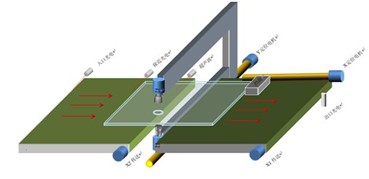
╚½ūįäė▓Ż┴¦┤“┐ūÖC░³║¼6Ņw╦┼Ę■ĪóČ©╬╗▌SĪóX1╝░X2╦═┴Ž▌SĪóY▌SĪóZ1▌SĪóZ2▌SĪŻŠ▀¾w╚ńłD1╦∙╩ŠĪŻ
łD1 ╚½ūįäė┤“┐ūÖC╩ŠęŌłD
Ż©1Ż®Č©╬╗▌SŻ║▀xė├▓Ż┴¦Š½┤_Č©╬╗Ż©B2╦┼Ę■*1Ż®Ż¼Įø£p╦┘ÖC║¾ė╔ĮzĖ▄é„äėĪŻėŗ╦Ń┤“┐ū³cĄĮ▓Ż┴¦▀ģ螊ÓļxŻ¼Č©╬╗ĄĮ╬╗ų├║¾Ż¼Ę┼Ž┬ō§ēKŻ¼īŹ¼F▓Ż┴¦░ÕĄ─Š½┤_Č©╬╗Ż╗
Ż©2Ż®X▌SŻ║▓Ż┴¦é„╦═Ż©B2╦┼Ę■*2Ż®Ż¼Įø£p╦┘ÖC║¾ų▒Įė“īäėĪŻĖ▀─”▓┴┴”é„╦═ĦŻ¼═¼Ģr┼õ║Žē║ŖAčbų├Ż¼▒ŻūC▓Ż┴¦░Õé„╦═ĘĮŽ“Ż¼é„╦═ĦĄ─╬╗ų├║═╦┘Č╚ė╔Ū░║¾ā╔éĆ╦┼Ę■┐žųŲŻ¼═©▀^ėŗ╦Ń┤“┐ū³cĄĮ▓Ż┴¦▀ģŠēĄ─╬╗ų├Ż¼é„╦═Ħȩ╬╗ĄĮī”æ¬┬ĘÅĮ╬╗ų├Ż╗
Ż©3Ż®Y▌SŻ║┤“┐ūŃ@Ņ^Č©╬╗Ż©A2╦┼Ę■*1Ż®Ż¼Įø£p╦┘ÖC║¾ė╔ĮzĖ▄é„äėĪŻŃ@Ņ^░▓čbį┌Y▌S╔ŽŻ¼Ė∙ō■Yū°ś╦³cŻ¼ėŗ╦Ń┤“┐ū³cĄĮ▓Ż┴¦▀ģŠēĄ─ŠÓļxŻ¼┐žųŲY▌SĄ─╬╗ų├║═╦┘Č╚ĄĮ▀_ųĖČ©┤“┐ū³cŻ╗
Ż©4Ż®Z1ĪóZ2Ż║Ń@Ņ^▀MĮoČ©╬╗Ż©A2╦┼Ę■*2Ż®Ż¼Įøė╔┤¾ąĪ▌å╝░ĮzĖ▄é„äėĪŻY▌SČ©╬╗║¾Ż¼Ž┬Ń@Ņ^▌^Ė▀╦┘Č╚1ĮėĮ³▓Ż┴¦▒Ē├µŻ¼į┘ęį╦┘Č╚2▀MąąŠÓļx1Ą─Ą╣▀ģŻ¼į┘ęį╦┘Č╚3▀MąąŠÓļx2╣ź▀MŻ¼ūŅ║¾ęį╦┘Č╚4┬²╦┘═╦ĄČŻ╗Ž┬Ń@Ņ^═╦ĄČ║¾╔ŽŃ@▀Mąą┼cŽ┬Ń@ŅÉ╦ŲĄ─äėū„═Ļ│╔┤“┐ūĪŻ
łD2 X▌Sō§ēK
łD3 Y▌S╝░Z▌S
2 ╝╝ągģóöĄ
2.1 įOéõųĖś╦
įOéõųĖś╦╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 įOéõųĖś╦
|
ĒŚ─┐
|
šf├„
|
|
Ń@┐ūöĄ┴┐
|
36Ż©┐╔öU│õŻ®
|
|
Š½Č╚
|
±0.5mm
|
|
Č©╬╗▌S╦┘Č╚
|
3m/min
|
|
X╦═┴Ž╦┘Č╚
|
32m/min
|
|
Y▌S╦┘Č╚
|
3m/min
|
|
╔ŽŽ┬Ń@╦┘Č╚
|
6000rpm
|
2.2 ė▓╝■ŪÕå╬
ė▓╝■ŪÕå╬╚ń▒Ē2╦∙╩ŠĪŻ
▒Ē2 ė▓╝■ŪÕå╬
|
├¹ĘQ
|
öĄ┴┐
|
šf├„
|
|
╚╦ÖCĮń├µ
|
1
|
DOP-07S410
|
|
┐žųŲŲ„
|
1
|
DVP-28SV
|
|
öUš╣─ŻēK1
|
1
|
DVP16SM11N
|
|
öUš╣─ŻēK2
|
1
|
DVP32SN11TN
|
|
ūāŅlŲ„
|
3
|
VFD-M 750W
|
|
╦┼Ę■
|
6
|
A2*3/B2*3
|
2.3 ▄ø╝■ŪÕå╬
▄ø╝■ŪÕå╬╚ń▒Ē3╦∙╩ŠĪŻ
▒Ē3 ▄ø╝■ŪÕå╬
|
įOéõ
|
▄ø╝■
|
|
┐žųŲŲ„
|
WPLSoft 2.20
|
|
HMI
|
DOPSoft 1.00.07.13
|
|
╦┼Ę■
|
ASDA_Soft V4.07.05
|
|
ūāŅlŲ„
|
VFDSoft1.45
|
4 ▌oų·╣żŠ▀
▌oų·╣żŠ▀╚ń▒Ē4╦∙╩ŠĪŻ
▒Ē4 ▌oų·╣żŠ▀
|
PC-PLC═©ėŹŠĆ
|
IFD6601(232)
|
|
PC-HMI═©ėŹŠĆ
|
DOP-PC-USB
|
|
PC-A2╦┼Ę■
|
DOP-PC-USB
|
|
PC-B2╦┼Ę■
|
ASD-CNUS0A08(232)
|
|
PC-ūāŅlŲ„
|
IFD6500(485)
|
3 ╣ż╦ćšf├„
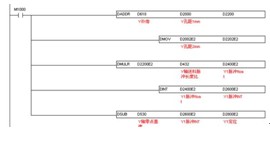
3.1 Č©╬╗▌S
Č©╬╗▌S╩╣ė├B2╦┼Ę■“īäėŻ¼┐žųŲ╔Ž▓╔ė├Į^ī”ųĄČ©╬╗DDRVAĪŻ┤_Č©╗∙£╩║¾Ż¼▓╔ė├Į^ī”ųĄČ©╬╗┐╔ęįņ`╗ŅČ©╬╗ĄĮųĖČ©╬╗ų├Ż¼▒▄├Ōę╗Č©┴┐Ą─öĄīWėŗ╦ŃŻ╗«öę╗┤╬Č©╬╗═Ļ│╔Ż¼ķ_╩╝┤“┐ū║¾Ż¼▒Ń▀MąąŽ┬ę╗éĆ┐ū╬╗ų├Ą─▒╚▌^Ż¼╚ń╣¹Xū°ś╦ŽÓ═¼ät▓╗ąĶę¬į┘┤╬Č©╬╗Ż¼Xū°ś╦▓╗═¼Ż¼ät▀MąąŽ┬ę╗┤╬Č©╬╗Ż¼Č©╬╗ĄĮ╬╗Ū░Ę┼Ž┬ō§ēKŻ¼┬²╦┘▀M╚ļŅAČ©╬╗ų├┤²├³Ż╗ūŅ║¾ę╗éĆ┐šČ©╬╗═Ļ│╔║¾Ż¼╩šŲō§ēKČ©╬╗ų┴Ą┌ę╗┐ū╬╗ų├Ż¼Ą╚┤²▓Ż┴¦╦═│÷║¾Ę┼Ž┬ō§ēKĪŻ
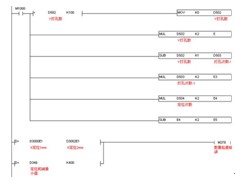
3.2 Y▌S
Y▌S╩╣ė├A2╦┼Ę■“īäėŻ¼┐žųŲ╔Ž▓╔ė├Į^ī”ųĄČ©╬╗DDRVAĪŻę“×ķY▌S╔Žėą▓Ż┴¦ŖA│ųē║▒PŻ¼╦∙ęįYČ©╬╗╗“ųžą┬Č©╬╗Ū░ē║▒P▒žĒÜĮŌ│²Ż╗┐ūĄ─Yū°ś╦┼cŽ┬ę╗éĆŽļ═¼ĢrŻ¼ų╗ąĶę¬ē║▒PĪóē║ŠoĪóČ©╬╗║═╦═┴Žäėū„║¾Ż¼╝┤┐╔ęį┤“┐ūĪŻ
3.3 X1ĪóX2
X1ĪóX2╩╣ė├ā╔┼_B2╦┼Ę■Ęųäe“īäėŻ¼┐žųŲ╔Ž▓╔ė├į÷┴┐╩ĮČ©╬╗Ż¼Ęų╦═┴Ž║¾║═╦═┴ŽŪ░ā╔▓┐Ę▌ĪŻ╦═┴Ž▀^│¼┬Ģ▓©║¾Ż¼X2▓╗ąĶę¬═¼▓Į╦═┴ŽŻ¼▀@Ģrę¬Ė▀╦┘ča┴ŽĄĮ│¼┬Ģ▓©Ū░╣ŌļŖ╬╗ų├Ż¼ęį╠ßĖ▀╣żū„ą¦┬╩Ż╗╦═┴ŽĄĮ│¼┬Ģ▓©║¾Ż¼ęįę╗░Ń╦┘Č╚ęŲäėŻ¼«öĮėĮ³ų┴ę╗Č©ŠÓļxĢrŻ¼į┘ęį┬²╦┘ĮėĮ³——ūŅ║¾┘N╔Žō§ēKĪŻ
3.4 Z1ĪóZ2Ń@Ņ^╬╗ų├Č©╬╗
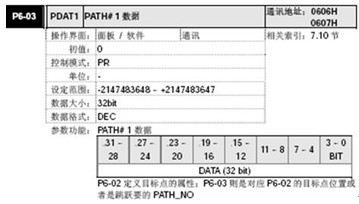
Z1ĪóZ2╩╣ė├ā╔┼_A2╦┼Ę■Ęųäe“īäėŻ¼┐žųŲ╔Ž▓╔ė├PRė|░lüĒ┐žųŲŃ@Ņ^╬╗ų├ĪŻ╬╗ų├1Ż©6-03Ż®Ż¼Ė▀╦┘Ż©5-60Ż®ĮėĮ³╬╗ų├1Ż╗╬╗ų├2Ż©6-05Ż®Ż¼╦┘Č╚1Ż©5-61Ż®╣ź▀M1Ż╗╬╗ų├3Ż©6-07Ż®Ż¼╦┘Č╚2Ż©5-62Ż®╣ź▀M2Ż╗╬╗ų├4Ż©6-09Ż®Ż¼╦┘Č╚3Ż©5-63Ż®═╦ĄČŻ╗ę“×ķ▓Ż┴¦║±Č╚▓╗═¼Ż¼▓╗═¼ęÄĖ±Ą─▓Ż┴¦Ą─Ń@Ņ^╣ź▀M1╬╗ų├Ż¼╣ź▀M2Ą─╬╗ų├ąĶę¬▀Mąąš{š¹Ż¼┤╦ĢrŻ¼ī”æ¬PR┬ĘÅĮģóöĄ═©▀^═©ėŹą▐Ė─Ż¼ęįØMūŃ╝ė╣żąĶŪ¾ĪŻ
łD4 PRģóöĄ
łD5 ═©▀^▄ø╝■ęÄäØPR┬ĘÅĮ
═©▀^Delta ASDA-Soft ęÄäØPR┬ĘÅĮŻ¼╩╣ė├Į^ī”ųĄČ©╬╗Ż¼ęÄäØ╝ė╦┘║═£p╦┘Ģrķgęį╝░─┐ś╦╦┘Č╚╦„ę²Ż╗ąĶꬹ▐Ė─┬ĘÅĮĢrŻ¼═©▀^═©ėŹą▐Ė─ī”æ¬┬ĘÅĮĄ─ģóöĄŻ©└²╚ń06-03ī”æ¬┬ĘÅĮ1Ą─╬╗ų├├³┴ŅDATAŻ®ĪŻ
4 ╣ż╦ć┴„│╠łD
łD6 ╣ż╦ć┴„│╠łD
į┌│╠ą“įOėŗųąŻ¼ę“×ķ╣ż╦ć┤®▓Õ▒╚▌^ņ`╗ŅŻ¼╦∙ęį▀xō±┼_▀_▓Į▀M│╠ą“▀MąąįOėŗŻ¼īóš¹╠ūįOéõĄ─äėū„▀Mąą╝ÜĘųŻ¼į┌├┐éĆ▓ĮųąįOėŗ¬Ü┴óĄ─┐žųŲäėū„Ż¼▀@śė┐╔ęį║▄║├Ąž╠ßĖ▀╣żū„ą¦┬╩Ż╗│²ęį╔Ž┴„│╠ųąĄ─╣”─▄═ŌŻ¼įOéõųą▀ĆėąØÖ╗¼╣”─▄Īóą▐Ń@╣”─▄Īóą▐ėå╗∙£╩Īó┬²╦┘Ū░▀MĪó┬²╦┘║¾═╦Ż¼▀@ą®äėū„ę“×ķ╗∙ė┌▓Į▀MĄ─╦╝┬ĘįOėŗŻ¼╦∙ęį┐╔ęįņ`╗ŅĄ─┤®▓Õį┌│╠ą“ųąĪŻ
└²╚ńŻ¼«öČ©╬╗╦┼Ę■ļŖÖC═Ļ│╔ūŅ║¾ę╗┤╬Č©╬╗Ż¼═¼ĢrįOéõķ_╩╝┤“┐ū║¾Ż¼Č©╬╗ļŖÖCąĶę¬║¾═╦ę╗Č©ŠÓļxŻ¼į┘Č©╬╗ĄĮĄ┌ę╗éĆ┐ūŪ░ę╗Č©╬╗ų├Ż¼Ą╚┤²┤“┐ū═Ļ│╔Ż¼╚╗║¾īó▓Ż┴¦╦═│÷ę╗Č©ŠÓļx║¾Ż¼į┘░čČ©╬╗ō§ēKĘ┼Ž┬Ż¼ūŅ║¾┬²╦┘┐┐Į³Ą┌ę╗éĆ┐ūĄ─Č©╬╗╬╗ų├ĪŻ▀@└’ę“×ķ▓╔ė├▓Į▀M│╠ą“įOėŗŻ¼▀@▓┐Ęų│╠ą“¬Ü┴ó┴„│╠įOėŗŻ¼ą╬│╔ę╗éĆīŻķTĄ─┴„│╠┐žųŲ╗ž┬ĘŻ¼Š═┐╔ęį║▄╚▌ęūīŹ¼FŻ¼ėų▓╗Ģ■ė░ĒæįŁėą┐žųŲĄ─▀ē▌ŗ┴„│╠ĪŻ
5 ŽĄĮyė▓╝■ĮYśŗ
łD7 ĮYśŗ╩ŠęŌłD
łD8 ŽĄĮyīŹļH▓╝ų├
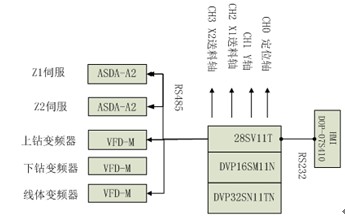
└¹ė├28SVĄ─4┬Ę200KĖ▀╦┘├}ø_Ęųäe┐žųŲČ©╬╗▌SĪóY▌SĪóX1╦═┴ŽĪóX2╦═┴Ž╦─éĆ╦┼Ę■Ż╗═¼Ģr└¹ė├28SVĄ─COM2═©ėŹ┐┌═©▀^485═©ėŹŻ¼┼cZ1ĪóZ2▀Mąą═©ėŹŻ¼ą▐Ė─PR╬╗ų├ģóöĄ║═╦┘Č╚ģóöĄŻ╗┼c3┼_ūāŅlŲ„▀Mąą═©ėŹŻ¼ą▐Ė─ūāŅlŲ„Ą─Ņl┬╩ģóöĄĪŻ
6 HMIĮń├µ
łD9 HMI
HMI╩ūĒō’@╩Š┤“┐ūöĄ┴┐║═įOéõ▀\ąąĀŅørĪŻįOų├┐ūöĄ║¾Ż©┤_Č©┐ūŠÓģóöĄ═©▀^Ųõ╦¹Ēō├µ═Ļ│╔Ż®Ż¼═©▀^┐žųŲ╣±├µ░Õ░┤Ōoåóäėķ_╩╝┤“┐ūĪŻ
łD10 įOéõģóöĄ
į┌ģóöĄįOų├Įń├µŻ¼ė├æ¶įOų├Ė„▌SĄ─ÖCąĄčaāö╝░ĢrķgģóöĄŻ╗▓Ż┴¦╦═│÷ŠÓļx╩Ū«ö▓Ż┴¦╝ė╣ż═Ļ«ģ║¾īó▓Ż┴¦╦═│÷Ą─ŠÓļxŻ¼▓Ż┴¦╦═│÷║¾Č©╬╗▌S▓┼┐╔ęįį┘┤╬Č©╬╗Ż¼Ę±ätīóįņ│╔▓Ż┴¦Ą─öDē║║═ŲŲōpĪŻ
łD11 ┐ūģóöĄįOų├1
łD12 ┐ūģóöĄįOų├2
┐ūŠÓįOČ©┐╔Ė∙ō■├┐éĆ┤“┐ū╬╗ų├ŠÓļx▓Ż┴¦▀ģŠēĄ─ŠÓļxüĒČ©╬╗ĪŻī”ė┌┐ūĄ─įOų├Ż¼ę“×ķ▓Ż┴¦ųØu╦═▀M▓óķ_╩╝┤“┐ūŻ¼┤“┐ū▓Ż┴¦▓╗─▄║¾═╦Ż¼╦∙ęįXū°ś╦ų╗į÷┤¾Ż¼▓╗Ģ■£pąĪŻ║ Ż╗ŲõųąŻ¼ Ż╗ŲõųąŻ¼  ╩ŪĄ┌n+1éĆ┐ūĄ─Xū°ś╦Ż¼Xn╩ŪĄ┌nĖĶ┐ūĄ─Xū°ś╦ĪŻČ°ī”ė┌Xū°ś╦įOų├▓╗Ę¹║ŽŚl╝■Ą─Ż¼ŽĄĮyĢ■ł¾Š»▓ó▓╗─▄▀Mąą┤“┐ūĪŻ ╩ŪĄ┌n+1éĆ┐ūĄ─Xū°ś╦Ż¼Xn╩ŪĄ┌nĖĶ┐ūĄ─Xū°ś╦ĪŻČ°ī”ė┌Xū°ś╦įOų├▓╗Ę¹║ŽŚl╝■Ą─Ż¼ŽĄĮyĢ■ł¾Š»▓ó▓╗─▄▀Mąą┤“┐ūĪŻ
7 š{įćšf├„
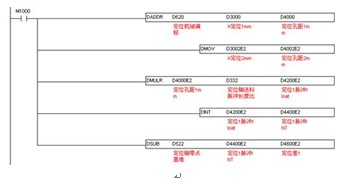
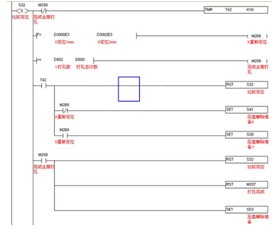
7.1 Č©╬╗▌S╬╗ų├ėŗ╦Ń
Č©╬╗▌S╬╗ų├ėŗ╦Ń╚ńŽ┬Ż║
ŲõųąŻ¼ ×ķČ©╬╗▌SĮ^ī”Č©╬╗├}ø_öĄŻ╗ ×ķČ©╬╗▌SĮ^ī”Č©╬╗├}ø_öĄŻ╗ ×ķ╗∙£╩├}ø_öĄŻ╗ ×ķ╗∙£╩├}ø_öĄŻ╗ ╩ŪÖCąĄŲ½ęŲŻ¼Č©╬╗ėąŲ½▓ŅĢr═©▀^įōģóöĄą▐š²Ż╗ ╩ŪÖCąĄŲ½ęŲŻ¼Č©╬╗ėąŲ½▓ŅĢr═©▀^įōģóöĄą▐š²Ż╗ ┐ūät╩ŪXĘĮŽ“┐ūŠÓļx▓Ż┴¦▀ģŠēŠÓļxŻ¼ī”æ¬┐ūĄ─X│▀┤ńŻ╗ ┐ūät╩ŪXĘĮŽ“┐ūŠÓļx▓Ż┴¦▀ģŠēŠÓļxŻ¼ī”æ¬┐ūĄ─X│▀┤ńŻ╗  ×ķČ©╬╗▌S├}ø_ŠÓļx▒╚å╬╬╗ ├}ø_öĄ/mmĪŻ ×ķČ©╬╗▌S├}ø_ŠÓļx▒╚å╬╬╗ ├}ø_öĄ/mmĪŻ
łD13 Č©╬╗▌S╬╗ų├ėŗ╦Ń╩ŠęŌłD
7.2 Y▌S╬╗ų├ėŗ╦Ń
Y▌S╬╗ų├ėŗ╦Ń╚ńŽ┬Ż║
ŲõųąŻ¼ ╩ŪČ©╬╗▌SĮ^ī”Č©╬╗├}ø_öĄŻ╗ ╩Ū╗∙£╩├}ø_öĄŻ╗ ╩ŪÖCąĄŲ½ęŲŻ¼Č©╬╗ėąŲ½▓ŅĢr═©▀^įōģóöĄą▐š²Ż╗ ╩ŪYĘĮŽ“Ż¼┐ūŠÓļx▓Ż┴¦▀ģŠēŠÓļxŻ¼ī”æ¬┐ūĄ─Y│▀┤ńŻ╗ ×ķČ©╬╗▌S├}ø_ŠÓļx▒╚å╬╬╗├}ø_öĄ/mmĪŻ
łD14 Y▌Sėŗ╦Ń╩ŠęŌłD
7.3 ┐ū╬╗ų├裣h▒╚▌^┤_Č©
Xū°ś╦į┌400mm~1500mmĘČć·ā╚ę└┤╬į÷┤¾įOų├Ż╗Yū°ś╦0mm~1500mmĘČć·ā╚╚╬ęŌįOų├Ż╗Ń@┐ūöĄ┴┐╩Ū36ĪŻČ©╬╗ĄĮ─│éĆ┐ūĄ─ū°ś╦▓óķ_╩╝┤“┐ūŻ¼┤╦Ģr▒╚▌^«öŪ░┐ūĄ─Xū°ś╦┼cŽ┬ę╗éĆ┐ūXū°ś╦╩ŪʱŽÓ═¼ĪŻŽÓ═¼ĢrŻ¼Č©╬╗▌S▒Ż│ų▓╗äėŻ¼Y▌Sųžą┬Č©╬╗║¾┤“┐ūŻ╗▓╗═¼ĢrŻ¼Č©╬╗ęŲäėų┴Ž┬ę╗Č©╬╗╬╗ų├Ż╗═¼ĢrY┤“┐ūĮY╩°║¾▒╚▌^«öŪ░┐ūĄ─Xū°ś╦┼cŽ┬ę╗éĆ┐ūXū°ś╦╩ŪʱŽÓ═¼Ż¼Ė∙ō■▒╚▌^ĮY╣¹øQČ©╩Ūʱį┘┤╬╦═┴Ž┼c╩Ūʱ└^└m┤“┐ūŻ¼ŽÓ═¼ätY▌SČ©╬╗║¾┤“┐ūŻ╗▓╗═¼Š═╦═┴ŽĄĮ╬╗Ż¼Y▌SČ©╬╗║¾┤“┐ūŻ¼ā╔éĆäėū„═¼Ģr▀Mąąęį╠ßĖ▀ą¦┬╩ĪŻ
łD15 ┐ū╬╗ų├裣hįOČ©
7.4 ╣Ø┼─┐žųŲ
ę“×ķ┐ūĄ─╬╗ų├▓╗┤_Č©Ż¼Š═▒žĒÜįOėŗę╗éĆ┐╔ęįīŹĢrėŗ╦Ńū°ś╦╬╗ų├Ż¼ņ`╗Ņ╠°▐Dį┌ČÓéĆäėū„ųąŻ╗═©▀^ī”įOéõ╣ż╦ćĘ┤Å═蹊┐Ż¼┤_Č©ā╔éĆųžę¬Ą─┐žųŲ╣Ø┼─Ż║
Ż©1Ż®Č©╬╗▌SČ©╬╗Ż¼ęį╔ŽŽ┬▒Pē║ŠoĢrÖC×ķ╗∙£╩Ż¼ėŗ╦Ń┤“┐ūČ©╬╗┤╬öĄŻ╗
Ż©2Ż®Y▌SČ©╬╗Ż¼ęį┤“┐ū═Ļ«ģĢrÖC×ķ╗∙£╩Ż¼ėŗ╦ŃY▌SČ©╬╗┤╬öĄĪŻ
łD16
E5=Ż©Č©╬╗┤╬öĄ-1Ż®*2
═©▀^ųĖßśĄ─裣hėŗ╦ŃŻ¼ņ`╗ŅĄ─ī”«öŪ░öĄō■┼cŽ┬ę╗╣PöĄō■▀Mąą▒╚▌^ĪŻū„×ķ▒╚▌^ĮY╣¹Ż¼į┌═¼ę╗▓Į▀M│╠ą“ųąŻ¼┐╔ęį╠°▐DĄĮČÓéĆī”æ¬Ą─┐žųŲ▓ĮųąŻ╗ęįųĖßśĄ─ĘĮ╩ĮŻ¼┐╔ęįį┌ęÄäØę╗éĆ▀B└mĄ─öĄō■ģ^ė“║¾Ż¼═Ļ│╔ę╗┼·äėū„įOėŗĪŻ
8 ĮY╩°šZ
▒Š┐Ņ╚½ūįäėöĄ┐ž┤“┐ūÖCŻ¼Š▀ėą╚²┤¾╠ž³cĪŻĄ┌ę╗Ż¼ųžÅ═Ą─╝ė╣żŠ½Č╚ę¬Ū¾Ė▀Ż©ąĪė┌0.5mmŻ®Ż╗Ą┌Č■Ż¼ĖĪ³cöĄ▀\╦Ń┴┐┤¾Ż╗Ą┌╚²Ż¼╝ė╣żäėū„ņ`╗ŅŻ¼ąĶę¬╚ßąįĄ─ŠÄ│╠Ż¼ąĶę¬▀mĢrņ`╗ŅĄ─ØMūŃ┐═æ¶Ą─öU│õąĶŪ¾ĪŻ
üĒį┤ė┌┼_▀_╦┼Ę■“īäėŲ„Ą─Ė▀Š½Č╚║═SV┐žųŲŲ„ÅŖ┤¾Ą─ĖĪ³cöĄ▀\╦Ń─▄┴”Ż¼║▄║├ĄžīŹ¼F┴╦▓Ż┴¦┤“┐ū╝ė╣żųą┐ūŠÓĪó┐ūöĄėŗ╦ŃŻ╗└¹ė├EųĖßśŲ½ęŲŻ¼┐╔ęįīŹ¼Fņ`╗ŅöU│õ┐ūöĄŻ¼ŽÓÓÅā╔┐ūķgę└┤╬▒╚▌^Ą╚╣”─▄Ż¼┐╔ęį▀_ĄĮņ`╗ŅöU│õ┤“┐ūöĄ┴┐Ą─╚ßąį│╠ą“įOėŗę¬Ū¾ĪŻĮĶų·┼_▀_┐žųŲŲ„ņ`╗ŅĄ─▓Į▀M│╠ą“įOėŗŻ¼┐╔ęį╠Ä└Ē┐žųŲäėū„Ą─Į╗▓µ┴„│╠Ż¼╠ßĖ▀┴╦│╠ą“įOėŗą¦┬╩ĪŻŠC╔Ž╦∙╩÷Ż¼įōįOéõĄ─┐žųŲŠ½Č╚║═╣ż╦ćę¬Ū¾į┌ąąśIā╚ī┘ė┌▌^Ė▀Ą─╦«ŲĮĪŻ
┤╦═ŌŻ¼ī”ė┌┐═æ¶╣ż╦ćĄ─╩ņŽż│╠Č╚Ż¼øQČ©┴╦š¹éĆ┐žųŲ┴„│╠Ą─┘|┴┐Ż╗įOéõĄ─ÖCąĄĮYśŗŻ¼ę▓ų▒Įėė░ĒæįOéõĄ─┐žųŲŠ½Č╚ĪŻ«ö╚╗Ż¼ŽÓ▒╚Ųõ╦¹│╔╩ņĄ─ūįäė┤“┐ūįOéõŻ¼įōįOéõę▓ėą▓╗ūŃų«╠ÄŻ¼ų„ę¬▒Ē¼Fį┌Ż║ąŻ£╩┐ūĄ─╬╗ų├▓╔ė├485═©ėŹūx╚Ī╦┼Ę■╬╗ų├ĘĮ╩Į╦┘┬╩╝░ĘĆČ©ąįĄ═Ż¼PLCĄ─┐žųŲ╦┘Č╚▌^öĄ┐žĄ═Ż╗Ą½╩ŪŽÓ▒╚öĄ┐žŽĄĮyŻ¼╩╣ė├┼_▀_PLC┐╔ęį▒ŻūCļŖÜŌ┐žųŲ│╔▒Š═Č╚ļĄ├ĄĮėąą¦Ą─┐žųŲĪŻ═¼ĢrŻ¼┼_▀_ąĪą═PLCņ`╗ŅĄ─┐žųŲ│╠ą“įOėŗŻ¼┤¾╚▌┴┐│╠ą“┤µā”Ż¼┐╔ęįØMūŃė├æ¶┤¾┴┐ĪóÅ═ļsĄ─│╠ą“įOėŗŻ¼Įoė├æ¶Ä¦üĒņ`╗ŅĄ─įOėŗ¾w“ׯ¼¾w¼F┴╦┼_▀_ąĪą═┐žųŲŲ„ÅŖ┤¾Ą─┐žųŲ║═▀\╦Ń╠Ä└Ē─▄┴”Ż¼═╗’@┴╦┼_▀_HMI«aŲĘĪó╦┼Ę■«aŲĘĪóūāŅlŲ„«aŲĘĄ─ęūė├ąį║═īŹė├ąįĪŻ
ū„š▀║åĮķŻ║
ĖČščŻ¼│÷╔·1984─Ļ2į┬Ż¼«ģśIė┌čÓ╔Į┤¾īW£y┐ž╝╝ąg┼cāxŲ„īŻśIĪŻ¼F╚╬ųą▀_ļŖ═©╣╔Ę▌ėąŽ▐╣½╦Š╔Ž║ŻÖCļŖśIäš╠Äæ¬ė├╣ż│╠ĤŻ¼Å─╩┬┼_▀_ÖCļŖ«aŲĘĄ─╩█Ū░Īó╩█ųą╝░╩█║¾Ą─Ė„ĒŚ╝╝ągų¦│ų╣żū„ĪŻ
|

 无码中文字幕色专区_91av俱乐部_无码人妻h动漫_26uuu成人_91九色丨porny丨国产jk_青青视频在线播放_国内自拍第二页_国产又粗又长又爽又黄的视频_色哟哟免费网站_久久出品必属精品_a级黄色一级片_99日在线视频
╦─╗ó╣·▓·Š½ŲĘ├ŌĘčŠ├Š├|
╣·▓·Š½ŲĘ├█į┬aóźį┌Ž▀|
╣·▓·ę╗Ū°╚š║½ę╗Ū°|
╣·▓·Š½ŲĘ╠Į╗©į┌Ž▀╣█┐┤|
┼Ę├└į┌Ž▀čŪų▐|
╣·▓·ĖŻ└¹91Š½ŲĘę╗Ū°Č■Ū°|
µ├µ├Š├Š├├ŌĘč╩ėŲĄ|
čŪų▐│╔╚╦ę╗Ū°į┌Ž▀╣█┐┤|
91│╔╚╦ĖŻ└¹|
┴Ē└Óavę╗Ū°Č■Ū°|
┼Ę├└╚š║½į┌Ž▀═°šŠ|
Š├Š├Š├Š├čŪų▐Š½ŲĘųą╬─ūų─╗|
čŪų▐╠ņ╠├avū╩į┤į┌Ž▀╣█┐┤|
Š├Š├Š½ŲĘŪÓ▓▌|
Ą║╣·Š½ŲĘę╗Ū°|
╣·▓·Š½ŲĘ├└┼«╬ńę╣╦¼╦¼|
╚š║½1Ū°2Ū°╚š║½1Ū°2Ū°|
╚š║½Š½ŲĘę╗Ū°Ą┌ę╗ę│|
į┌Ž▀čŪų▐ę╗Ū°|
čŪų▐│╔╚╦ę╗Ū°|
┼Ę├└99Š├Š├|
čŪų▐│╔╚╦Š½ŲĘ|
╚š║½╠ņ╠├į┌Ž▀|
╚š║½┼Ę├└ę╗Ū°Č■Ū°╚²Ū°├ŌĘč╣█┐┤|
┬ķČ╣Š½ŲĘį┌Ž▀╣█┐┤|
╣·▓·Š½ŲĘ2023|
Š½ŲĘ╣·▓·Š½ŲĘ╣·▓·═Ą┬ķČ╣|
┼Ę├└╝żŪķĖŻ└¹|
Ė▀ŪÕ╚š║½┼Ę├└|
│╔╚╦╬ńę╣Š½ŲĘ|
├ŌĘč╣█┐┤Š├Š├av|
čŪų▐╝żŪķµ├µ├|
ū█║Ž╣·▓·Š½ŲĘ|
╚š║½Š½ŲĘę╗Ū°Č■Ū°╚²Ū°ųą╬─|
čŪų▐▓╗┐©╩ėŲĄ|
╣·▓·Š½ŲĘ├ŌĘč99Š├Š├Š├|
Š½ŲĘŠ├Š├Š├═°|
╚š▒Š├ŌĘčŠ├Š├|
čŪų▐╬ńę╣av|
├ŌĘčŠ½ŲĘ╩ėŲĄ|
ū█║Žę╗Ū°av|
╣·▓·ę╗┐©▓╗┐©|
Ė▀ŪÕŠ├Š├Š½ŲĘ|
┼Ę├└91Š½ŲĘ|
├█╠ę╩ėŲĄĄ┌ę╗Ū°├ŌĘč╣█┐┤|
╚š║½║═┼Ę├└ę╗Ū°Č■Ū°╚²Ū°|
┼Ę├└čŪų▐tv|
╣·▓·│╔╚╦├ŌĘčavę╗Ū°Č■Ū°╬ńę╣|
╚š▒Š┼Ę├└╣·▓·|
ųą╬─┼Ę├└╚š║½|
╣·▓·čŪų▐Š├Š├|
čŪų▐┼«═¼av|
┼Ę├└┴Ē└Óū█║Ž|
Š├Š├Š½ŲĘav┬ķČ╣Ą─╣█┐┤ĘĮ╩Į|
║ņąėę╗Ū°Č■Ū°╚²Ū°|
Š├Š├ųą╬─čŪų▐ūų─╗|
╚š║½┼Ę├└2Ū°|
Š½ŲĘ╣·▓·┼Ę├└╚š║½ę╗Ū°Č■Ū°╚²Ū°|
ųą╬─ūų─╗Ė▀ŪÕį┌Ž▀▓źĘ┼|
╬ńę╣Š├Š├╗Ų╔½|
╣·▓·Š½ŲĘ99Š├Š├├ŌĘč╣█┐┤|
ū█║Ž╚š║½av|
╚š║½Š½ŲĘę╗┐©Č■┐©╚²┐©╦─┐©╬▐┐©
|
╚š▒Š▓╗┐©╩ėŲĄį┌Ž▀╣█┐┤|
├└┼«Š½ŲĘŠ├Š├|
ė░ę¶╣·▓·Š½ŲĘ|
Š├Š├Š½ŲĘ97|
čŪų▐┼Ę├└ę┴╚╦|
╣·▓·Š½ŲĘŠ┴Š┴Š┴į┌Ž▀ū╩į┤|
čŪų▐░Īvį┌Ž▀|
čŪų▐ę╗Ū°Č■Ū°╚š║½|
╚š║½│╔╚╦├ŌĘč|
čŪų▐Š½ŲĘ╬▐▓źĘ┼Ų„į┌Ž▀▓źĘ┼|
97Š½ŲĘ╣·▓·|
├ŌĘč╣█┐┤Š├Š├av|
Š½ŲĘ├ŌĘč╩ėŲĄ|
čŪų▐Š½ŲĘŠ½čĪ|
╩ėŲĄČ■Ū°▓╗┐©|
╣·▓·Š½ŲĘę╗Ū°Č■Ū°├ŌĘčĖŻ└¹╩ėŲĄ|
┼Ę├└╠ņ╠├╩ėŲĄ|
┬ķČ╣╣·▓·┼Ę├└ę╗Ū°Č■Ū°╚²Ū°
|
╚š▒ŠŠ½ŲĘ▓╗┐©|
┼Ę├└╩ėŲĄŠ├Š├|
┼Ę├└ū╩į┤į┌Ž▀|
╚š║½╣·▓·┼Ę├└|
╚š▒Š╠ņ╠├ę╗Ū°|
Š├Š├xxxxŠ½ŲĘ╩ėŲĄ|
╚š║½┼Ę├└╔┘ĖŠ|
Ą┤┼«Š½ŲĘĄ╝║Į|
┼Ę├└ę╗╝ČČ■╝Č╩ėŲĄ|
čŪų▐į┌Ž▀Š├Š├|
99╣·▓·Š½ŲĘŠ├Š├Š├Š├Š├Š├|
╣·▓·Š½ŲĘČį░ūŠ├Š├Š├Š├┤ų|
╚š║½╩ėŲĄį┌Ž▀ę╗Ū°Č■Ū°╚²Ū°|
╚š▒Šę╗Ū°Č■Ū°├ŌĘčĖ▀ŪÕ|
╣·▓·Š½ŲĘę╗Ū°Č■Ū°av╚š║½į┌Ž▀|
99╚╚Š½ŲĘį┌Ž▀|
ę┴╚╦Š├Š├┤¾ŽŃŽ▀ĮČav▓╗┐©|
Ė°╬ę├ŌĘč▓źĘ┼╚š║½╩ėŲĄ|
╣·▓·Š½ŲĘ╝żŪķĄńė░|
╚š▒Šį┌Ž▀╩ėŲĄę╗Ū°Č■Ū°|
čŪų▐ę╗Ū°╝żŪķ|
├ūŲµ777│¼┼÷┼Ę├└╚š║½čŪų▐|
╚š║½Š├Š├Ąńė░|
╚š║½┼Ę├└╩ėŲĄū©Ū°|
¦čóźū╩į┤╠ņ╠├ū╩į┤┐Ōį┌Ž▀|
╣·─┌ę╗Ū°Č■Ū°╚²Ū°|
Š½ŲĘę┴╚╦Š├Š├|
╣·▓·Š½ŲĘ│¼┼÷|
┼Ę├└ę╗Ū°Č■Ū°╚²Ū°├ŌĘč┐┤|
čŪų▐ŪÓŪÓŠ├Š├|
čŪų▐╚š║½╩ėŲĄ|
čŪų▐ū█║Ž╔½µ├µ├į┌Ž▀╣█┐┤|
ąį╔½avę╗Ū°Č■Ū°Ō∙║ņ|
├ŌĘč╣█┐┤į┌Ž▀ū█║Ž|
čŪų▐ąį╩ėŲĄį┌Ž▀|
ę┴╚╦www22ū█║Ž╔½|
╣·▓·ę╗Ū°│╔╚╦|
╣·▓·čŪų▐┼Ęų▐|
╚š║½ųą╬─ūų─╗čŪų▐ę╗Ū°Č■Ū°vaį┌Ž▀
|
╣·▓·ųą╬─į┌Ž▀▓źĘ┼|
Š├Š├ŽŃĮČŠ½ŲĘŽŃĮČ|
╣·▓·ĖŻ└¹čŪų▐|
Š½ŲĘ╩ėŲĄ═°šŠ|
Š├Š├Š├Š├Š├╔½|
╣·▓·Ūķ┬┬Š├Š├|
├ŌĘč┐┤Š├Š├Š├|
╣·─┌ūį┼─╩ėŲĄę╗Ū°Č■Ū°╚²Ū°|
┬ķČ╣Š½ŲĘį┌Ž▀▓źĘ┼|
╦┐═Óėš╗¾ę╗Ū°Č■Ū°|
╬ńę╣Š├Š├99|
╚š║½╝żŪķųą╬─ūų─╗|
┼Ę├└╣·▓·┴Ē└Ó|
Š├Š├╝żŪķ═°šŠ|
99╩ėŲĄŠ½ŲĘ|
╚š║½┼Ę├└Š├Š├|
Š½ŲĘ╔Ņę╣ĖŻ└¹╩ėŲĄ|
čŪų▐vį┌Ž▀┐┤|
čŪų▐┼«╚╦av|
┼Ę├└ę╗Ū°Š├Š├|
│╔╚╦čŪų▐ę╗Ū°Č■Ū°|
┼Ę├└╚š║½╚š▒Š╣·▓·čŪų▐į┌Ž▀
|
Š├Š├91Ą╝║Į|
╬„╬„╚╦╠Õę╗Ū°Č■Ū°|
╚š║½Š½ŲĘčŪų▐ę╗Ū°Č■Ū°╚²Ū°├ŌĘč|
┬ķČ╣ę╗Ū°Č■Ū°99Š├Š├Š├Š├|
│╔╚╦Ų¼├ŌĘč┐┤|
ę┴╚╦ė░į║Š├Š├|
╣·▓·Š½ŲĘę╗╣·▓·Š½ŲĘkŲĄĄ└56|
╦─╗ó│╔╚╦av|
Š├Š├ŽŃĮČŠ½ŲĘ|
Š├Š├Š½ŲĘ├ŌĘč┐┤|
╗Ų╔½╚š║½į┌Ž▀|
╣·▓·Š½ŲĘčŪų▐┼Ę├└ę╗╝Čį┌Ž▀
|
╣·▓·Š½ŲĘ├½Ų¼╩ėŲĄ|
╚š║½Š½ŲĘ┬ķČ╣|
╚š▒ŠŠ½ŲĘ┴Ē└Ó|
xxxxxąį┼Ę├└╠ž┤¾|
čŪų▐┼Ę├└Š├Š├Š½ŲĘ|
╣·▓· ╚š║½ ┼Ę├└ę╗Ū°|
├ŌĘč├└┼«Š├Š├99|
┴Ē└Óū█║Ž╚š║½┼Ę├└čŪų▐|
┼Ę├└Š½ŲĘę╗Č■|
╣·▓·čŪų▐Š├Š├|
║├Ą§╚šŠ½ŲĘ╩ėŲĄ|
╣·▓·Š½ŲĘČį░ū|
Š├Š├99ę┴╚╦|
┴Ē└Óū©Ū°čŪų▐|
╚š║½╚²╝ČŠ½ŲĘ|
├ŌĘč┼Ę├└ę╗Ū°|
╣·▓·Š½ŲĘįŁ┤┤|
╚š║½avū╩į┤═°|
╚š║½╩ėŲĄŠ├Š├|
ųą╬─ūų─╗į┌Ž▀╩ėŲĄŠ├|
╣·▓·┬ę┬█Š½ŲĘ|
Š├Š├╣·▓·Š½ŲĘŠ├Š├w┼«╚╦spa|
┼Ę├└91į┌Ž▀|
čŪų▐ė╚╬’av|
▓╗┐©ųą╬─ūų─╗|
╣·▓·│╔╚╦Š½ŲĘ├ŌĘč╩ė|
čŪų▐ę╗Ū°ėą┬ļ|
┼Ę├└ ╚š║½ ╣·▓·Š½ŲĘ├ŌĘč╣█┐┤|
╣·▓·╚š║½┼Ę├└╚²Ū°|
čŪų▐╔±┬ĒŠ├Š├|
╚š║½╩ėŲĄ═°šŠį┌Ž▀╣█┐┤|
├└┼«╩ėŲĄ├ŌĘčŠ½ŲĘ|
┼Ę├└┼Š┼Šę╗Ū°|
╚š▒ŠčŪų▐▓╗┐©|
ųą╬─ūų─╗ę╗Ū°╚š║½Š½ŲĘ|
╣·▓·Š½ŲĘ7m═╣░╝╩ėŲĄĘų└Ó|
Š½ŲĘę┴╚╦Š├Š├Š├|
Š├Š├╣·─┌Š½ŲĘ╩ėŲĄ|
ū█║ŽčŪų▐╩ėŲĄ|
čŪų▐┼Ę├└į┌Ž▀ū█║Ž|
╚š║½ę╗Ū°Š½ŲĘ╩ėŲĄ|
čŪų▐╝żŪķ╣·▓·|
į┌Ž▀ę╗Ū°├ŌĘč╣█┐┤|
╚š║½ę╗╝Č┼Ęų▐|
╣·▓·╣·▓·Š½ŲĘ|
ūŅą┬╚š║½av|
无码中文字幕色专区_91av俱乐部_无码人妻h动漫_26uuu成人_91九色丨porny丨国产jk_青青视频在线播放_国内自拍第二页_国产又粗又长又爽又黄的视频_色哟哟免费网站_久久出品必属精品_a级黄色一级片_99日在线视频
╦─╗ó╣·▓·Š½ŲĘ├ŌĘčŠ├Š├|
╣·▓·Š½ŲĘ├█į┬aóźį┌Ž▀|
╣·▓·ę╗Ū°╚š║½ę╗Ū°|
╣·▓·Š½ŲĘ╠Į╗©į┌Ž▀╣█┐┤|
┼Ę├└į┌Ž▀čŪų▐|
╣·▓·ĖŻ└¹91Š½ŲĘę╗Ū°Č■Ū°|
µ├µ├Š├Š├├ŌĘč╩ėŲĄ|
čŪų▐│╔╚╦ę╗Ū°į┌Ž▀╣█┐┤|
91│╔╚╦ĖŻ└¹|
┴Ē└Óavę╗Ū°Č■Ū°|
┼Ę├└╚š║½į┌Ž▀═°šŠ|
Š├Š├Š├Š├čŪų▐Š½ŲĘųą╬─ūų─╗|
čŪų▐╠ņ╠├avū╩į┤į┌Ž▀╣█┐┤|
Š├Š├Š½ŲĘŪÓ▓▌|
Ą║╣·Š½ŲĘę╗Ū°|
╣·▓·Š½ŲĘ├└┼«╬ńę╣╦¼╦¼|
╚š║½1Ū°2Ū°╚š║½1Ū°2Ū°|
╚š║½Š½ŲĘę╗Ū°Ą┌ę╗ę│|
į┌Ž▀čŪų▐ę╗Ū°|
čŪų▐│╔╚╦ę╗Ū°|
┼Ę├└99Š├Š├|
čŪų▐│╔╚╦Š½ŲĘ|
╚š║½╠ņ╠├į┌Ž▀|
╚š║½┼Ę├└ę╗Ū°Č■Ū°╚²Ū°├ŌĘč╣█┐┤|
┬ķČ╣Š½ŲĘį┌Ž▀╣█┐┤|
╣·▓·Š½ŲĘ2023|
Š½ŲĘ╣·▓·Š½ŲĘ╣·▓·═Ą┬ķČ╣|
┼Ę├└╝żŪķĖŻ└¹|
Ė▀ŪÕ╚š║½┼Ę├└|
│╔╚╦╬ńę╣Š½ŲĘ|
├ŌĘč╣█┐┤Š├Š├av|
čŪų▐╝żŪķµ├µ├|
ū█║Ž╣·▓·Š½ŲĘ|
╚š║½Š½ŲĘę╗Ū°Č■Ū°╚²Ū°ųą╬─|
čŪų▐▓╗┐©╩ėŲĄ|
╣·▓·Š½ŲĘ├ŌĘč99Š├Š├Š├|
Š½ŲĘŠ├Š├Š├═°|
╚š▒Š├ŌĘčŠ├Š├|
čŪų▐╬ńę╣av|
├ŌĘčŠ½ŲĘ╩ėŲĄ|
ū█║Žę╗Ū°av|
╣·▓·ę╗┐©▓╗┐©|
Ė▀ŪÕŠ├Š├Š½ŲĘ|
┼Ę├└91Š½ŲĘ|
├█╠ę╩ėŲĄĄ┌ę╗Ū°├ŌĘč╣█┐┤|
╚š║½║═┼Ę├└ę╗Ū°Č■Ū°╚²Ū°|
┼Ę├└čŪų▐tv|
╣·▓·│╔╚╦├ŌĘčavę╗Ū°Č■Ū°╬ńę╣|
╚š▒Š┼Ę├└╣·▓·|
ųą╬─┼Ę├└╚š║½|
╣·▓·čŪų▐Š├Š├|
čŪų▐┼«═¼av|
┼Ę├└┴Ē└Óū█║Ž|
Š├Š├Š½ŲĘav┬ķČ╣Ą─╣█┐┤ĘĮ╩Į|
║ņąėę╗Ū°Č■Ū°╚²Ū°|
Š├Š├ųą╬─čŪų▐ūų─╗|
╚š║½┼Ę├└2Ū°|
Š½ŲĘ╣·▓·┼Ę├└╚š║½ę╗Ū°Č■Ū°╚²Ū°|
ųą╬─ūų─╗Ė▀ŪÕį┌Ž▀▓źĘ┼|
╬ńę╣Š├Š├╗Ų╔½|
╣·▓·Š½ŲĘ99Š├Š├├ŌĘč╣█┐┤|
ū█║Ž╚š║½av|
╚š║½Š½ŲĘę╗┐©Č■┐©╚²┐©╦─┐©╬▐┐©
|
╚š▒Š▓╗┐©╩ėŲĄį┌Ž▀╣█┐┤|
├└┼«Š½ŲĘŠ├Š├|
ė░ę¶╣·▓·Š½ŲĘ|
Š├Š├Š½ŲĘ97|
čŪų▐┼Ę├└ę┴╚╦|
╣·▓·Š½ŲĘŠ┴Š┴Š┴į┌Ž▀ū╩į┤|
čŪų▐░Īvį┌Ž▀|
čŪų▐ę╗Ū°Č■Ū°╚š║½|
╚š║½│╔╚╦├ŌĘč|
čŪų▐Š½ŲĘ╬▐▓źĘ┼Ų„į┌Ž▀▓źĘ┼|
97Š½ŲĘ╣·▓·|
├ŌĘč╣█┐┤Š├Š├av|
Š½ŲĘ├ŌĘč╩ėŲĄ|
čŪų▐Š½ŲĘŠ½čĪ|
╩ėŲĄČ■Ū°▓╗┐©|
╣·▓·Š½ŲĘę╗Ū°Č■Ū°├ŌĘčĖŻ└¹╩ėŲĄ|
┼Ę├└╠ņ╠├╩ėŲĄ|
┬ķČ╣╣·▓·┼Ę├└ę╗Ū°Č■Ū°╚²Ū°
|
╚š▒ŠŠ½ŲĘ▓╗┐©|
┼Ę├└╩ėŲĄŠ├Š├|
┼Ę├└ū╩į┤į┌Ž▀|
╚š║½╣·▓·┼Ę├└|
╚š▒Š╠ņ╠├ę╗Ū°|
Š├Š├xxxxŠ½ŲĘ╩ėŲĄ|
╚š║½┼Ę├└╔┘ĖŠ|
Ą┤┼«Š½ŲĘĄ╝║Į|
┼Ę├└ę╗╝ČČ■╝Č╩ėŲĄ|
čŪų▐į┌Ž▀Š├Š├|
99╣·▓·Š½ŲĘŠ├Š├Š├Š├Š├Š├|
╣·▓·Š½ŲĘČį░ūŠ├Š├Š├Š├┤ų|
╚š║½╩ėŲĄį┌Ž▀ę╗Ū°Č■Ū°╚²Ū°|
╚š▒Šę╗Ū°Č■Ū°├ŌĘčĖ▀ŪÕ|
╣·▓·Š½ŲĘę╗Ū°Č■Ū°av╚š║½į┌Ž▀|
99╚╚Š½ŲĘį┌Ž▀|
ę┴╚╦Š├Š├┤¾ŽŃŽ▀ĮČav▓╗┐©|
Ė°╬ę├ŌĘč▓źĘ┼╚š║½╩ėŲĄ|
╣·▓·Š½ŲĘ╝żŪķĄńė░|
╚š▒Šį┌Ž▀╩ėŲĄę╗Ū°Č■Ū°|
čŪų▐ę╗Ū°╝żŪķ|
├ūŲµ777│¼┼÷┼Ę├└╚š║½čŪų▐|
╚š║½Š├Š├Ąńė░|
╚š║½┼Ę├└╩ėŲĄū©Ū°|
¦čóźū╩į┤╠ņ╠├ū╩į┤┐Ōį┌Ž▀|
╣·─┌ę╗Ū°Č■Ū°╚²Ū°|
Š½ŲĘę┴╚╦Š├Š├|
╣·▓·Š½ŲĘ│¼┼÷|
┼Ę├└ę╗Ū°Č■Ū°╚²Ū°├ŌĘč┐┤|
čŪų▐ŪÓŪÓŠ├Š├|
čŪų▐╚š║½╩ėŲĄ|
čŪų▐ū█║Ž╔½µ├µ├į┌Ž▀╣█┐┤|
ąį╔½avę╗Ū°Č■Ū°Ō∙║ņ|
├ŌĘč╣█┐┤į┌Ž▀ū█║Ž|
čŪų▐ąį╩ėŲĄį┌Ž▀|
ę┴╚╦www22ū█║Ž╔½|
╣·▓·ę╗Ū°│╔╚╦|
╣·▓·čŪų▐┼Ęų▐|
╚š║½ųą╬─ūų─╗čŪų▐ę╗Ū°Č■Ū°vaį┌Ž▀
|
╣·▓·ųą╬─į┌Ž▀▓źĘ┼|
Š├Š├ŽŃĮČŠ½ŲĘŽŃĮČ|
╣·▓·ĖŻ└¹čŪų▐|
Š½ŲĘ╩ėŲĄ═°šŠ|
Š├Š├Š├Š├Š├╔½|
╣·▓·Ūķ┬┬Š├Š├|
├ŌĘč┐┤Š├Š├Š├|
╣·─┌ūį┼─╩ėŲĄę╗Ū°Č■Ū°╚²Ū°|
┬ķČ╣Š½ŲĘį┌Ž▀▓źĘ┼|
╦┐═Óėš╗¾ę╗Ū°Č■Ū°|
╬ńę╣Š├Š├99|
╚š║½╝żŪķųą╬─ūų─╗|
┼Ę├└╣·▓·┴Ē└Ó|
Š├Š├╝żŪķ═°šŠ|
99╩ėŲĄŠ½ŲĘ|
╚š║½┼Ę├└Š├Š├|
Š½ŲĘ╔Ņę╣ĖŻ└¹╩ėŲĄ|
čŪų▐vį┌Ž▀┐┤|
čŪų▐┼«╚╦av|
┼Ę├└ę╗Ū°Š├Š├|
│╔╚╦čŪų▐ę╗Ū°Č■Ū°|
┼Ę├└╚š║½╚š▒Š╣·▓·čŪų▐į┌Ž▀
|
Š├Š├91Ą╝║Į|
╬„╬„╚╦╠Õę╗Ū°Č■Ū°|
╚š║½Š½ŲĘčŪų▐ę╗Ū°Č■Ū°╚²Ū°├ŌĘč|
┬ķČ╣ę╗Ū°Č■Ū°99Š├Š├Š├Š├|
│╔╚╦Ų¼├ŌĘč┐┤|
ę┴╚╦ė░į║Š├Š├|
╣·▓·Š½ŲĘę╗╣·▓·Š½ŲĘkŲĄĄ└56|
╦─╗ó│╔╚╦av|
Š├Š├ŽŃĮČŠ½ŲĘ|
Š├Š├Š½ŲĘ├ŌĘč┐┤|
╗Ų╔½╚š║½į┌Ž▀|
╣·▓·Š½ŲĘčŪų▐┼Ę├└ę╗╝Čį┌Ž▀
|
╣·▓·Š½ŲĘ├½Ų¼╩ėŲĄ|
╚š║½Š½ŲĘ┬ķČ╣|
╚š▒ŠŠ½ŲĘ┴Ē└Ó|
xxxxxąį┼Ę├└╠ž┤¾|
čŪų▐┼Ę├└Š├Š├Š½ŲĘ|
╣·▓· ╚š║½ ┼Ę├└ę╗Ū°|
├ŌĘč├└┼«Š├Š├99|
┴Ē└Óū█║Ž╚š║½┼Ę├└čŪų▐|
┼Ę├└Š½ŲĘę╗Č■|
╣·▓·čŪų▐Š├Š├|
║├Ą§╚šŠ½ŲĘ╩ėŲĄ|
╣·▓·Š½ŲĘČį░ū|
Š├Š├99ę┴╚╦|
┴Ē└Óū©Ū°čŪų▐|
╚š║½╚²╝ČŠ½ŲĘ|
├ŌĘč┼Ę├└ę╗Ū°|
╣·▓·Š½ŲĘįŁ┤┤|
╚š║½avū╩į┤═°|
╚š║½╩ėŲĄŠ├Š├|
ųą╬─ūų─╗į┌Ž▀╩ėŲĄŠ├|
╣·▓·┬ę┬█Š½ŲĘ|
Š├Š├╣·▓·Š½ŲĘŠ├Š├w┼«╚╦spa|
┼Ę├└91į┌Ž▀|
čŪų▐ė╚╬’av|
▓╗┐©ųą╬─ūų─╗|
╣·▓·│╔╚╦Š½ŲĘ├ŌĘč╩ė|
čŪų▐ę╗Ū°ėą┬ļ|
┼Ę├└ ╚š║½ ╣·▓·Š½ŲĘ├ŌĘč╣█┐┤|
╣·▓·╚š║½┼Ę├└╚²Ū°|
čŪų▐╔±┬ĒŠ├Š├|
╚š║½╩ėŲĄ═°šŠį┌Ž▀╣█┐┤|
├└┼«╩ėŲĄ├ŌĘčŠ½ŲĘ|
┼Ę├└┼Š┼Šę╗Ū°|
╚š▒ŠčŪų▐▓╗┐©|
ųą╬─ūų─╗ę╗Ū°╚š║½Š½ŲĘ|
╣·▓·Š½ŲĘ7m═╣░╝╩ėŲĄĘų└Ó|
Š½ŲĘę┴╚╦Š├Š├Š├|
Š├Š├╣·─┌Š½ŲĘ╩ėŲĄ|
ū█║ŽčŪų▐╩ėŲĄ|
čŪų▐┼Ę├└į┌Ž▀ū█║Ž|
╚š║½ę╗Ū°Š½ŲĘ╩ėŲĄ|
čŪų▐╝żŪķ╣·▓·|
į┌Ž▀ę╗Ū°├ŌĘč╣█┐┤|
╚š║½ę╗╝Č┼Ęų▐|
╣·▓·╣·▓·Š½ŲĘ|
ūŅą┬╚š║½av|