ș(jišŁn)ΔÄí(lšąi)œéœBÒ»ÏÂèTèFŃbĆäÆœĆ_(tšąi)”Ä»ù”A(chšł)ÖȘŚR(shšȘ)ŁșŃbĆäÆœĆ_(tšąi)ÓÖ·QŃbĆäÆœ°ć,ŃbĆ䶚±PŁŹÖśÒȘȘ(yš©ng)ÓĂÓÚÓ(dš°ng)ÁŠC(jš©)Đ”ÔO(shšš)ä”ÄŃbĆ䌰Ő{(diš€o)ÔŁŹ±íĂæ§ÓĐTĐÎČÛŁŹżÉÒÔč̶šÓ(dš°ng)ÁŠC(jš©)Đ”ÔO(shšš)䣏żÉÒÔÆŽŃbÊčÓĂĄŁ
èTèFŃbĆäÆœ°ćÒ(guš©)žń:200×200-8000×8000(mm)ŁŹÌŰÊâÒ(guš©)žńżÉžùț(jšŽ)ÓĂôĐèÇóÖÆÔìŁŹŽóÓÚŽËÒ(guš©)žń”ÄŃbĆäÆœĆ_(tšąi)żÉÒÔÆŽœÓĄŁŃbĆäÆœĆ_(tšąi)ČÄÙ|(zhšŹ):žß(qišąng)¶È»ÒżÚèTèFHT200-250ŁŹč€ŚśĂæÓȶÈéHB170-240ŁŹŃbĆäÆœĆ_(tšąi)œ(jš©ng)ß^ÉŽÎÈËč€ÍË»đ600Ąæ-700Ąæ»òŚÔÈ»r(shšȘ)Ч2-3ÄêŁŹÈ„łęÈ(nšši)Ș(yš©ng)ÁŠŁŹŸ«¶È·(wš§n)¶šŁŹÄÍÄ„ĐÔÄÜșĂĄŁ
ŃbĆäÆœĆ_(tšąi)°üŃb:ÄŸÖÆ°üŃbĄŁ°üŃbÇ°œ(jš©ng)·ÀäPÌÀíȹ͌ÉÆ°üŃbŁŹ±ÜĂâÒò°üŃbČ»ÉƶűÔÚß\(yšŽn)Ęß^łÌÖĐpÄźa(chšŁn)Æ·ĄŁÆœ°ćœ(jš©ng)z¶šșÏžńșóŁŹȘ(yš©ng)žœÓĐźa(chšŁn)Æ·șÏžńŚC;źa(chšŁn)Æ·șÏžńŚCÉÏȘ(yš©ng)łöSÈŐÆÚșÍźa(chšŁn)Æ·ĐòÌ(hš€o)ĄŁ
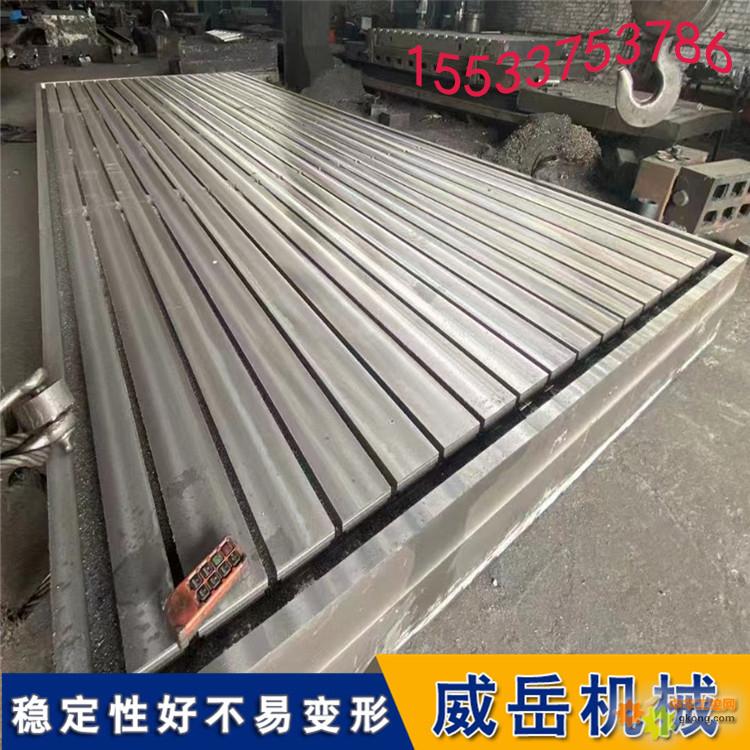
ŃbĆäÆœĆ_(tšąi)ÓĂÍŸ:Ș(yš©ng)ÓĂÓÚÓ(dš°ng)ÁŠC(jš©)Đ”ÔO(shšš)ä”ÄŃbĆ䌰Ő{(diš€o)ÔŁŹ±íĂæ§ÓĐTĐÎČÛŁŹżÉÒÔč̶šÓ(dš°ng)ÁŠC(jš©)Đ”ÔO(shšš)䥣而śĂæÉÏżÉŒÓč€AżŚĄąUĐÍżŚ»òéL(zhšŁng)żŚĄŁ
ÄÇĂŽÎÒ?cšš)őĂŽÓÈ„ŚöŃbĆäÆœĆ_(tšąi)èb¶š”ÄÄŰŁŹTĐÍČÛÔÚÆœ°ć”ÄÏàŠ(dušŹ)ÉÈ(cšš)ĂæÉÏŁŹȘ(yš©ng)ÓĐ°ČŃbÊÖ±ú»ò”őŃbλÖĂ”ÄÔO(shšš)ÖĂĄąÂĘŒyżŚ»òAÖùżŚĄŁÔO(shšš)ÖĂ”őŃbλÖĂr(shšȘ)Ș(yš©ng)żŒ]±MÁżpÉÙÒò”őŃb¶űÒęÆđ”ÄŚĐÎĄŁŃbĆäÆœĆ_(tšąi)而śĂæÉÏČ»Ș(yš©ng)ÓĐäPÛEĄąșÛĄąĆöûŒ°ÆäËûÓ°íÊčÓĂ”ÄÍâÓ^ȱÏĘĄŁŃbĆäÆœĆ_(tšąi)而śĂæĆcÈ(cšš)ĂæÒÔŒ°ÏààÉÈ(cšš)Ăæ”ÄŽčÖ±č«Čîé12Œ(jšȘ)(°ŽGB1184-80Ą¶ĐÎ îλÖĂč«ČÒ(guš©)¶š)ĄŁŃbĆäÆœĆ_(tšąi)Ș(yš©ng)œ(jš©ng)·(wš§n)¶šĐÔÌÀíșÍÈ„ŽĆĄŁ
ŃbĆäÆœĆ_(tšąi)而śĂæÉÏČ»Ș(yš©ng)ÓĐÉ°żŚĄąâżŚĄąÁŃŒyĄąAÔüŒ°żsËÉ”ÈèTÔìȱÏĘĄŁžśèTÔì±íĂæȘ(yš©ng)ÇćÀíĐÍÉ°ŁŹÇÒ±íĂæÆœŐûĄąÍżÆáÀÎčÌŁŹžś¶ß
Ș(yš©ng)ĐȚâgĄŁŃbĆäÆœĆ_(tšąi)而śĂæ”ÄÓȶÈȘ(yš©ng)éHB170-220»ò187-255ÖźégĄŁ
TĐÍČÛÖśÒȘz¶ší(xiš€ng)ÄżŁșČÄÙ|(zhšŹ)Œ°±íĂæÓČ¶ÈĄąÆœĂæČšÓ(dš°ng)ÁżĄą±íĂæŽÖČÚ¶ÈĄąÍâÓ^ĄąĐÎ îλÖĂč«ČșŹĂûÁxłßŽçŁŹŽčÖ±¶Èč«Č而śĂæÔÊÔS϶ÈÖ”ĄąÆœĂæ¶ÈĄąœÓÓ|°ßüc(dišŁn)ĄŁ
èTèFŃbĆäÆœĆ_(tšąi)ÊčÓĂŚąÒâÊÂí(xiš€ng):ÊčÓĂ֟ǰŁŹĐĐ°ČŃbŐ{(diš€o)ÔŁŹÒÔ·ÀpÄŃbĆäÆœĆ_(tšąi)”Ä而śĂæ;ÊčÓĂß^łÌÖĐÒȘŚąÒâ·Àł±Ąą·ÀžŻÎgŁŹÍŹr(shšȘ)ŚąÒâČ»ÒȘąŃbĆäÆœĆ_(tšąi)·ĆÓÚß^žßșÍß^”Í”Ä۶Èh(hušąn)ŸłÏÂŽæ·Ć;ÔÚèTèFŃbĆäÆœĆ_(tšąi)ÊčÓĂÍêź
șóŁŹȘ(yš©ng)ąÆäÇćÏŽžÉôŁŹÍŹr(shšȘ)ŚśșĂ·ÀäP而śĄŁč€Œț”ÄÖŰÁżČ»ÒȘłŹß^èTèFŃbĆäÆœĆ_(tšąi)”Äî~¶šĘdșÉŁŹÒÔĂâÔìłÉ而śÙ|(zhšŹ)Áżœ””ÍÒÔŒ°pÄŃbĆäÆœ°ć”ÄœY(jišŠ)(gš°u)ÊčÖźŚĐÎĄŁ