|
����늻ӹ���һ�T��Ҫ���طN�ӹ����g������ģ�����졢���ա���ӡ����ܡ��x�����p���Ȳ��T�Á���Q���N���s�Π�������y�ӹ����ϵļӹ����}��
����������늻ӹ��F�����ü��g���v��һ����������늻ӹ��Ļ��A֪�R������늻ӹ����`�h��Ҫ�c�c������늻ӹ�ISO���̡����x��I���͵Ĕ���늻ӹ���������������늻ӹ����ü��g�C��̽ӑ�ȡ��������ڏ���ģ��������ИI�Ĺ��̼��g�ˆT���f���Ɏ������������������gˮƽ��ijЩ���ü��g�����c���ڱ������ҵ��A�M�Ĵ𰸣������IԺУģ�ߡ����ؼ��g���Cе�Ȍ��I�Ľ̎��c�W�����f����ʹ�������ܵ��挍����I�ӹ����g���_���W�����õĽ̌WĿ�ġ�
����������늻ӹ��F�����ü��g���v���əCе���I��������档
��������늻ӹ��Ǯ�ǰģ���������Ҫ��������������ע��ģ�������У�늻��������f��һ�N��������Ĺ�ˇ�������l�]����Ҫ�����á��D1-24��ʾ��ģ����I늻ӹ�܇�gһ�ǡ����挦ģ����I늻ӹ��Ĺ�ˇ�����M�к�Ҫ��B�������h����Ҫ�cՈ��x��2�¡���
1.6.1 ģ��늻ӹ��Ĺ�ˇ�_��
ģ�����������ǰ���������������c���ӹ�Ҫ����_�������ļӹ���ˇ��һ����f������ʹģ������ڱM���̵ĕr�g�ȼӹ��������p�ټӹ��ɱ�����ӹ�Ч�ʣ����M���x������ӹ������и�ӹ��ȹ�ˇ���ӹ��������������ӹ������и�ӹ��ȼӹ�������������Ҫ�����r�²��M��늻ӹ����絶���y�ԉď��s���棬��Ҫ��������ĵط����L�����e��ĵط�������С��ǻ��խ�p���ϲۡ��սǣ������������ӹ��b�A������Ӳ�Ⱥܸߣ�Ҏ����Ҫ�ṩ�y����ȵļӹ����ϡ�
늻ӹ�ǰҪ������D�M�з������˽���ĽY�����c�����ϣ����_�ӹ�Ҫ�����ӹ������ȼ�����ֲڶȵ�Ҫ��͙C�������x����ú��m��늻��ι�ˇ������
����1.6.2 ������݆���M���A�ӹ�
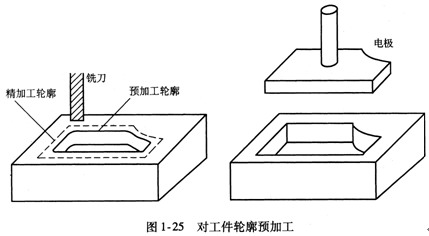
����һ����늻ӹ�ǰ����Ҫ������݆���M���A�ӹ�����D1-25��ʾ���A�ӹ�һ��ʹ�ÙCе�ӹ��ķ�������ӹ����ġ���ͨ㊴��ȡ��A�ӹ���Ŀ���Ǟ��˜p��늻ӹ��еIJ���ȥ���������Դ�������늻ӹ��ٶȣ�늘O�ēp�Ĝp�٣�ʹ��늘O�Ĕ�Ŀ�p�١��ּӹ���������^С���Ķ�ʹ�ӹ�������Ӱ�С����
1.6.3 늘O���OӋ�c����
늻ӹ�����Ҫ�M��늘O���OӋ�����졣��ǰӋ��C�o���OӋ�c���죨CAD/CAM�����g�яV��������ģ�������ИI����Щ�߶˵�CAD/CAMܛ������UG��Pro/E��CimatronE��MasterCAM�ȶ��ṩ�ˏ����늘O�OӋ�����̹��ܣ��p�����ֹ���늘O�ķ����������c���y��늘O�OӋ��������ȣ����Ч��ʮ�ױ�������ʮ����
������I�Ĺ�ˇˮƽ�����]늘O�ӹ�����Ҫ�ӹ��ɱ��ȹ�ˇҪ�c������늘O�����칤ˇ��Ŀǰģ����I�яV��ʹ�üӹ����ā�������N������s��늘O���ӹ����ıȂ��y����ӹ��ٶȿ죬ȫ�Ԅӣ��؏����a�ľ��Ⱥܸߣ��ɵõ��^���s���Π����Ƴ��ĸ��ټӹ����ģ��܄����Π�����s������Ҫ������늘O�����죬������늘O�ṩ�������ļ��g��Q���������и�ӹ�Ҳ�Ǻܳ��õ�һ�N늘O�ӹ��������dz��m��2D늘O�����죬���Á�Ϊ��������늘O�����죬���������������늘O����Ǽӹ������⣬��Ƭ�늘O�ÙCе�����ӹ����y�M�У���ʹ�þ��и�ӹ����ԫ@�úܸߵļӹ�Ч�ʺͼӹ����ȣ�ʹ�����߽z���и�C�������Լӹ���б�ȡ����®��εď��s늘O���@�úܸߵļӹ����ȡ������|����
һ��ʹ�õ�늘O������ʯī�ͼ��~��һ�㾫�ܡ�С늘O�x�ü��~���ϣ������늘O�x��ʯī���ϡ�
���ÿ����b�A��λϵ�y������늘O��늻ӹ���һ�N���M��ˇ���������nj�늘O�����b�A�ڼӹ��C�����b�Aϵ�y�ρ����죬������ɺ�ֱ�ӌ�늘O�b��늻ӹ��C���Ŀ����b�Aϵ�y���M�з�늼ӹ����o�ӹ����������˺ܴ�ķ��㣬�����늘O������Ч�ʣ�Ҳ���C��늘O���b�A����λ���ȡ�
����1.6.4 ������늘O���b�A�cУ��
늻ӹ����������b�ڹ����_����Ҫ�������M��У��������늻ӹ���늘O�c�����������|�����^��������С�����Թ����b�Aһ�㶼���^���Ρ�ͨ�����������P���b�A�����������m�����N��ͬ�����ӹ�������߀����ʹ���������߁��M���b�A����ƽ���Q�����ʼnK�����Ҵ��_���ǶȌ��ʼnK�ȡ������b�A��Ҫ�����M��У�����Ա��C����������ϵ�����c�C��������ϵ����һ�¡��ڌ��H�ӹ��г���У���У��������
늘O���b�ڙC�����S�ϣ���ʹ늘O�S���c���S�S������һ�£����C늘O�c�����ڴ�ֱ����r���M�мӹ���늘O���b�A��ʽ���Ԅ��b�A���ք��b�A�ɷN���Ԅ��b�A늘O�����M����늻ӹ��C����һ��Ԅӹ��ܡ�����ͨ�^�C����늘O�Ԅӽ��Q�b�ã�ATC��������ʹ��늘O���ÊA�ߣ�EROWA��3R�������늘O�Q�b�ģ�ʹ��늘O���ÊA�߿Ɍ��F늘O����ȻУ�����o�茦늘O�M��У�����{�����܉��C늘O�c�C�������_λ���Pϵ�����p����늻ӹ��^�����b�A���؏��{���ĕr�g���ք��b�A늘O��ָʹ��ͨ�õ�늘O�A�ߣ�ͨ�^���{��늘O�ǶȵĊA�^��У��늘O�����˹����늘O�b�A��У��������
����1.6.5 �ӹ��Ķ�λ
��������늘O�b�A��У����ɺ���Ҫ��늘O���ʹ����ļӹ�λ�ã������ڹ����ϼӹ����ʴ_����ǻ��ģ������늻ӹ���õĶ�λ��ʽ������늘O���������c������������֮�g�ľ��x���_���ӹ�λ�ã��Q֮�顰������С�������늘O���������c������֮�g�ľ��x�_���ӹ�λ�õĶ�λ��ʽҲ���^���ã��Q֮�顰�ȷ��С������⣬߀��һЩ�����Ķ�λ��ʽ��
���N��λ��ʽ����ͨ�^һ���ķ����팍�F�ģ�ͨ���\��늻ӹ��C���Ľ��|��֪���܁��@�����_�ļӹ�λ�ã�������ֱ������늘O�Ļ������c�����Ļ������M�н��|��֪���F��λ������ģ��늻ӹ����û������M�н��|��֪��λ���c���|�p�����`��Ɍ��F�^�߾��ȵĶ�λ�����⣬߀��ǧ�ֱ����^����늶�λ�ȶ�λ������ʹ�ÿ����b�A��λϵ�y����ʡȥ�؏͵Ķ�λ�����������ATC�b�Õr���t��ȫ���Ԍ��F�L�r�g�o�˲������Ԅӻ��ӹ�������Ч��������I�ĸ�������
Ŀǰ�Ĕ���늻ӹ��C���������Ԅ��҃����ġ��������ġ��ҽǡ��҆ȵȹ��ܣ��@Щ����ֻҪݔ�����P�Ĝy����ֵ�����ɷ���،��F�ӹ��Ķ�λ�����քӶ�λҪ����öࡣ
����1.6.6 늅���������
�����У������λ�Ȼ��������Ժ�Ҫ�����ӹ�Ҫ���x�������늅�����늅����x��ĺÉģ�ֱ��Ӱ푼ӹ��ĸ�헹�ˇָ�ˡ��x��늅�����KĿ���Ǟ����_���A���ļӹ��ߴ�ͱ���ֲڶ�Ҫ���x��늅����r��������Ҫ���]��늘O��Ŀ��늘O�p�ġ�����Һ̎�����ӹ�����ֲڶ�Ҫ��늘O�s�������ӹ���e���ӹ���ȵ����ء��ּӹ������x�����Ҫ������늘O�s�ųߴ�Ĵ�С���ּӹ�늘O�Ŀs�ųߴ�һ�㶼���^�����x���䰲ȫ�g϶�ӽ�늘O�s�ųߴ��늅��������ӹ������x�����Ҫ��������K�ı���ֲڶ�Ҫ���x�ö�M늅�������������Ĵ�С�M��ƽ�Ӽӹ����_������ֲڶȺͼӹ��ߴ��Ҫ��
����늻ӹ��C�����S�����úõ���ѳ���늅������Ԅ��x��늅����r��ֻҪ������Ҫݔ��ėl���ʴ_ݔ�룬�����Ԅ����ú�늅������C�����õ�늅���һ���ܝM��ӹ�Ҫ�������Σ������˼ӹ��^�����˞�ĸ��A�������y늻ӹ��C��Ҫ������߾����S���Ĺ������܉�����ӹ�Ҫ���`������늅�����
����1.6.7 �ӹ��^�̵ıO��
늻ӹ�һ�Мʂ�;w�r���Ϳ������әC���_ʼ�M�мӹ����ڼӹ��^���У�Ҫ�S�r�O�ؼӹ���B�����ӹ��в������ķ�늠�B���r��ȡ������̎�����������C�ӹ�������M�С���Ҫ�Ƿ�ֹ�l�������F��һ���ͨ�^��̧������������늘O�������{���Ҏ�ʅ����ȴ�ʩ�����Ʒ�늠�r��
Ŀǰ�Ĕ���늻ӹ��C���ļӹ������ѽ�����ȫ�����ߣ�һЩ���M����늻ӹ��C�������ܻ����Ƽ��g�����Դ����˹��O�ء��ӹ�����Ӌ��C�O�y���Д�늻ӹ��g϶�Ġ�B���ڱ��ַ���늻��ķ������Ԅ��x��ʹ�ӹ�Ч���_����ߵļӹ��l�������C�������ܿ��Ƽ��g�����f�ܵģ�߀�Dz��ܺ�ҕ�˹��O�ص����ã�����������ӹ������F�ȼӹ�������e�ӹ���һЩ���^����ļӹ����ϣ��˹��O�ؾ����������x�ˡ�
�������σ��ݹ��x�ڙCе���I���������ġ�����늻ӹ��F�����ü��g���v��
�������ߣ�������
������̖��978-7-111-25607-6
�������r��35.00Ԫ
�����D��������ԃ�Ԓ��010-88379082010-88379405
�����D��ُ�I�Wվ��www.golden-book.com
����Ŀ䛣�
����ǰ��
������1�� ����늻ӹ����g���A
����1.1 늻ӹ������a���������|�����F�l��
����1.2 늻ӹ��ăɂ���ҪЧ��
����1.3 늻ӹ������c������
����1.4 늻ӹ�����Ҫ��ˇָ�˼���Ӱ�����
����1.5 ����늻Ĺ�ˇ����
����1.6 ģ����I����늻ӹ��Ĺ�ˇ����
����1.7 ���M�Ĕ���늻ӹ��C��
������2�� ����늻ӹ����ü��gҪ�c���v
����2.1 �OӋ늘O
����2.2 �x��늘O����
����2.3 ����늘O
����2.4 �������b�A�c��
����2.5 늘O���b�A
����2.6 늘O��У��
����2.7 늘O�c����֮�g�Ķ�λ
����2.8 ƽ�Ӽӹ�
����2.9 �ӹ��l���D�Q
����2.10 늅��������c����
����2.11 ����Һ̎����ʽ
����2.12 ����늻ӹ��A��
������3�� ����늻ӹ�ISO���̾��v
����3.1 ����늻ӹ�ISO���̻��A
����3.2 ����늻ӹ�����ָ��
����3.3 ����늻ӹ����̵�˼�Sģʽ������
����3.4 ����늻ӹ����̾C�ό���
������4�� ����늻ӹ��F�����Ì������v
����4.1 ע��ģ�Ś�肉K��늻ӹ�
����4.2 �ݼy���ӹ���ģ���K��늻ӹ�
����4.3 �����·�ܷ�ģ�ߵ�늻ӹ�
����4.4 ��������ģ�ߵ�늻ӹ�
����4.5 ������ӮaƷ���K��늻ӹ�
����4.6 �֙Cģ����ǻ��늻ӹ�
����4.7 �ɘ�ƿ�ݼy��늻ӹ�
����4.8 ע��ģ��ڵ�늻ӹ�
����4.9 �F�X݆�ģ��ǻ��늻ӹ�
����4.10 ��ģ��о��늻ӹ�
����4.11 �{���y�����늻ӹ�
����4.12 ������ϵ�늻ӹ�
������5�� ����늻ӹ����ü��g�C��̽ӑ
����5.1 ���늻ӹ�Ч�ʵĹ�ˇ̽ӑ
����5.2 늻ӹ��з�늲������F��a����ԭ���ƴ�ʩ
����5.3 �߸���ֵģ�ߵľ���늻ӹ����g
����5.4 ģ����I늻��μӹ��`�^�ķ���
����5.5 ģ��������늻ӹ��������}������
����5.6 ��ǻģ�R��늻ӹ���̽ӑ
����5.7 늻��c��������ӹ��İlչ�Pϵ
����5.8 ���ԄӸ��Q늘O���ܵĔ���늻��ΙC���Ԅӻ���ˇ
����5.9 ����늻ӹ����g�İlչ���¹�ˇ�đ���
�������
���������īI
����
|

