��������(�Rʏ��F���F����˾�Ԅӻ�����271104)
����ժҪ�� ���Ľ�B���_���f���Ԅӻ���˾�Կ�ϵ�y(t��ng)�ھ������B�T�C�еđ��ã����Կ�ϵ�y(t��ng)��Ӳ���M�B(t��i)�Լ����ƹ��ܼ��䌍�F(xi��n)������Ҫ������
�����P�I�~�� A-B PLC5 SLC500 ��̫�W(w��ng) �T�� ���� �����и�
����һ������
�����R䓟�䓏S4a#�B�T�C��һ�_���C�����ľ������B�T�C�������a������80�f�����c����܈�C����һ�l���b���Ͷ��������a�������Č�������A���Կ�ϵ�y(t��ng)�M��Ԕ����B��
�����������a��ˇ����
�����ˮ�����D�t܇�g�\���B�T܇�g����܇�g��܇���ˮ�����ڴ�����D�_䓰����ϣ����D����עλ���ˮ��䓰��������g��܇���_���_��Һ����T�_ʼ���ˮ��(j��ng)���g��܇ע��Y��������(j��ng)�^������s�����Լ���ӿ����{��(ji��)���M�����^(q��)���Կ�ϵ�y(t��ng)�ԄӸ�ۙ�T����λ�ü��L�ȣ��T�����_��s�Εr���ɶ�����sϵ�y(t��ng)���T���M��ˮ/��Ļ����s��ϵ�y(t��ng)��ۙ����^���_�Cֱ�^(q��)�r�����C�C�����M�ГQ����������ۙ��Ó���Vλ�r���Ԅ��M��Ó���V����������_�������L�Ⱥ��ɻ����и�C��ʩ�и�и����ݔ��݁���\�������əM����䓙C�\������݁��������ɟ���݁���\�����ͼӟ�t�M��܈�ơ�
��������ϵ�y(t��ng)���ɼ�����
����ϵ�y(t��ng)�����������_���f���Ԅӻ���˾��PLC5��������������SLC500 ���ڻ����и��Ԅӿ��ƣ��x���_���f���Ԅӻ���˾1336ϵ�е�׃�l�����ڽ����{�ٿ��ƣ��h��I/Oģ�������и�^(q��)�Լ������^(q��)�F(xi��n)����̖�Ŀ��ƣ��Թ��I(y��)��̫�W(w��ng)�Լ�DH+�W(w��ng)������ƾW(w��ng)�j��
������ԓϵ�y(t��ng)�У���������4��A-B PLC-5/40E�քe�����T�C�Ĺ���ϵ�y(t��ng)�Լ��T��ϵ�y(t��ng)���Ԅӿ��ơ�����(j��)ϵ�y(t��ng)�Ŀ���Ҏ(gu��)ģ����������25%���ҵĿ����c������PLCϵ�y(t��ng)��Ӳ���������£�
��������ϵ�y(t��ng)��
�������C��ͨ�^CPU�ϵ�ͨ��1B���M�B(t��i)��Remote I/O Scanner��ʽ���⎧��5ֻ�Uչ�C�ܡ�6�KRemote I/Oģ���Լ�4�_1336 PLUS׃�l����
�������w���Þ飺
�����Դģ�壨1771-P7��16A��6�K��CPU��1785-L40E��1�K��AIģ�壨1771-IFE��3�K��AOģ�壨1771-OFE��3�K��RTDģ�壨1771-IR��1�K������Ӌ��(sh��)ģ�壨1771-VHSC��1�K��24VDC DIģ�壨1771-IBD��25�K��24VDC DOģ�壨1771-OBD��14�K��220VAC DIģ�壨1771-IMD��23�K��220VAC DOģ�壨1771-OMD��16�K���h��I/O�m������1771-ASB��5�K���h��I/Oģ�壨32��/32����1791-IOBW��4�K���h��I/Oģ�壨16��/16����1791-16BC��1�K���h��I/Oģ�壨24��/8����1791-24B8��1�K��25ƥ�R��1336 PLUS׃�l����CAT 1336S-B025-AA-EN4-CTM1-HA2��2�_��20ƥ�R��1336 PLUS׃�l����CAT 1336S-B020-AA-EN4-CTM1-HA2��2�_��
�����T��ϵ�y(t��ng)��
���������T�����Ƶ�����PLCϵ�y(t��ng)��������ȫ��ͬ�����ǣ�
�������C��ͨ�^CPU�ϵ�ͨ��1B���M�B(t��i)��Remote I/O Scanner��ʽ���⎧��2ֻ�Uչ�C�ܡ�3�KRemote I/Oģ���Լ�7�_1336 FORCE׃�l�������⣬������3��A-B��˾��С�ͮaƷSLC 500 �քe����ÿ���Ļ����и�C���Ԅӿ��ơ�SLC 500 PLCͨ�^CPU�ϵ�DH+ͨӍ���cPLC-5/40E��CPU�ϵ�ͨ��1AͨӍ�ڣ����Þ�DH+���B�Ә�����DH+�W(w��ng)�Ԍ��F(xi��n)��(sh��)��(j��)���Q��
����PLC5���w���Þ飺
�����Դģ�壨1771-P7��16A��3�K��CPU��1785-L40E��1�K��AIģ�壨1771-IFE��4�K��AOģ�壨1771-OFE��8�K��RTDģ�壨1771-IR��2�K������Ӌ��(sh��)ģ�壨1771-VHSC��1�K��24VDC DIģ�壨1771-IBD��5�K��24VDC DOģ�壨1771-OBD��4�K��220VAC DIģ�壨1771-IMD��7�K��220VAC DOģ�壨1771-OMD��5�K���h��I/O�m������1771-ASB��3�K���h��I/Oģ�壨1791-IOBW��3�K��25ƥ�R��1336 FORCE׃�l����CAT 1336T-B025-AA-GTIEN��4�_��40ƥ�R��1336 FORCE׃�l����CAT 1336T-B040-AA-GTIEN��3�_��
����SLC500���w���Þ飺
�����Դģ�壨1746-P2��1�K��CPU��1747-L542��1�K�� DIģ�壨1746-ITB16��1�K��DIģ�壨1746-IB16��4�K�� DOģ�壨1746-OW16��2�K��DOģ�壨1746-OB16��2�K��
����4��PLC5 ͨ�^����CPU�ϵ���̫�W(w��ng)�ڣ�ͨ��2��������̫�W(w��ng)�ϣ���ͨ�^MSGָ������f��(sh��)��(j��)����25�_1336׃�l�������h��վ����Remote I/O Scanner��ʽ�cPLC�M�Д�(sh��)��(j��)ͨӍ���䆢�ӡ�ֹͣ���ٶȽo����ָ�����PLC���_�o׃�l����ͬ�r׃�l���ĸ��N��B(t��i)��(sh��)��(j��)��ͬ����ʽ�����oPLC�����⣬4�_������P�ؙC����ϵ�y(t��ng)����λ�C��ͨ�^��̫�W(w��ng)�cPLC�M�Д�(sh��)��(j��)���ͣ�����T�C���a�ıO(ji��n)�أ�����3�_������Tվ��������ã��������a�Č��r�O(ji��n)�أ�1�_�鹤�̎�վ��������Ɍ�ܛ��ϵ�y(t��ng)�IJ�醡��ĵȹ�����ϵ�y(t��ng)���ÈD��D1��ʾ����
�����ġ�ܛ���OӋ��ϵ�y(t��ng)���ƹ��ܼ����F(xi��n)
����4��1 PLC������OӋ��
�������Ƴ���ʹ���_���f���Ԅӻ���˾���þ���ܛ��Rslogix5����ȫ�����ú����������ΈD��ʽ���ƶ��ɣ��֞鹫�ÿ��Ƴ����T�����Ƴ���4�ס�
����ÿ���Ƴ�������������е�ģ�K��/�Y�������̷���������(j��)���ƌ�����Ŀ�ĵIJ�ͬ�ѿ��Ƴ���֞����ɿ��Ʋ��֣�����������ÿ�Β��������������{�Á팍�F(xi��n)���ԵĿ��ƹ��ܣ���ÿһ�����ΈD�ļ��У��ѿ��ƹ�����ͬ�ij������ͬһ���ƶ��У�������עጡ��@�N�Y�������̷���ʹ�ó���IJ�醡����ܵĔU�估��׃�ø������ף���������˳�����`���ԡ����x�ԡ������Ժ;S�o�ԡ�
����4��2 �O(ji��n)��ϵ�y(t��ng)���OӋ��
������λ�O(ji��n)��ϵ�y(t��ng)����Rsview32������Rslinxؓ؟����cPLC�Ĕ�(sh��)��(j��)ͨӍ������(j��)���a��ˇ�����ƹ��ܵ�Ҫ��������9�֡���Ӌ40����O(ji��n)�خ��档
����4��3��Ҫ�Ŀ��ƹ��ܼ��P�I���g�Č��F(xi��n)��
������Ҫ���ƹ��ܣ�
����ԓ�Ԅӿ���ϵ�y(t��ng)��Ҫ�����B�T�C���a�Ļ��A���Ԅӻ����ƣ�ͨ�^����A-B�Ԅӻ����Ƽ��g����ɻ��A���a��ˇ�^�̵�ȫ�Ԅӻ����ƣ����F(xi��n)�B�T���a�F(xi��n)���O����Ԅ�(li��n)�i�����|�ضȡ������������ęz�y�{��(ji��)����(sh��)��(j��)��ͨӍ̎�������ψ��Լ����a��r���ھ��O(ji��n)�صȹ��ܡ�
������Ҫ���ƹ����У����g��܇���ߡ��������ܣ��Y������sˮ������ˮ�����ý��|�������������z�y�{��(ji��)���ܣ���䓙C���ƹ��ܣ��M�ƙC���ƹ��ܣ���������g�����ˮ�y�ؼ��Q�ع��ܣ�������D���������ƣ�Һ��վ���ƣ��Y������ӿ��ƣ����C�C/���C݁���ƣ�ݔ��݁�����ƣ��Y������sˮ���ƣ�����ˮ���ƣ��ԄӸ�ۙ���ƣ������и�����Լ����a���ھ��O(ji��n)�صȡ�
�����P�I���g���F(xi��n)��
������ ׃�l�{�ٿ��Ƽ��g�����g��܇�����C�C���Y������ݔ��݁�����M�ƙC���O���������׃�l�{�ٿ��Ƽ��g��PLCͨ�^Remote I/O ScannerͨӍ��ʽ������������_�o׃�l����ͬ�r����׃�l���Ġ�B(t��i)���r������Ϣ�����Ƴ���tͨ�^����MOVָ���/ͣ����/���D���ٶȽo��ֵ��������Ϣ��ݔ���ֵĔ�(sh��)��(j��)��ʽ���ͽo׃�l�����Ķ����F(xi��n)׃�l�{�ٵ��Ԅӿ��ơ�
�D 1
������ ����^(q��)��ȫ�Ԅ���ˮ�����㷨��
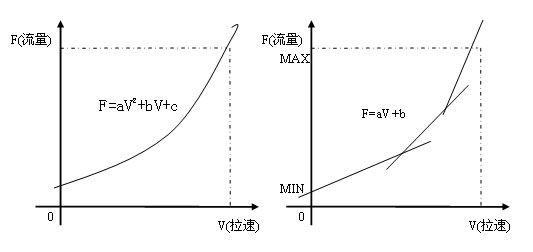
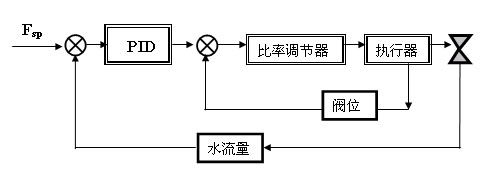
������Փ������Ķ�����ˮ����������һ�l����������F=aV2+bV+c�����nj��F(xi��n)�����dz����y����ˣ��҂�����ֱ�������������g���������lб�ʲ�ͬ��ֱ����ģ�M��������������(j��)��ǰ�����ټ����lֱ����������a��bֵ�քeӋ���������ˮ��F1��F2��F3��Ȼ��ȡ�����ֵ���鮔ǰ�Č��H�o��ֵ��Fsp = Max{F1��F(xi��n)2��F(xi��n)3}����D2��ʾ�������⣬ܛ����ͨ�^PIDָ������߶λ�·�x���{��(ji��)���ƣ����ƿ�DҊ�D3����
������ �T���ԄӸ�ۙ���g��
����PLC����(j��)A-B�����;��a�������b��3#���C�C�ϣ�1024�}�_/Ȧ���l(f��)��������Ӌ��(sh��)ģ����}�_��(sh��)���Ԅ�Ӌ�㲢��������Vģʽ����עģʽ�µ����C�C/���C݁������^(q��)��ˮ��늙C�y���Լ��T���y�L��ȫ�Ԅӿ��ơ�
������ �����и��Կ�ϵ�y(t��ng)��
����ԓϵ�y(t��ng)�Ϊ�����3��SLC500 PLC����������DH+ͨӍ�ֶ��cPLC5�M�Д�(sh��)��(j��)ͨӍ������(j��)PLC5�l(f��)���^�����T���y�L���r��(sh��)��(j��)�����F(xi��n)������и���Ԅӻ����ƣ�������2�N���ߣ����C����λ����3�N������ʽ���քӡ����Ԅӡ�ȫ�Ԅӣ��Ŀ��ƹ��ܡ�ͬ�rPLC5����(j��)SLC500�ķ�����Ϣ����ݔ��݁���Ą������и��ꮅ���T���\�������Ƴ���tʹ��MSGָ��팍�F(xi��n)ͨӍ��(sh��)��(j��)��Ϣ������f��
������ �T�C���a���Ԅ��ھ��O(ji��n)�ؼ��g��
��������Rsview32�O(ji��n)�ؼ��g��RslinxͨӍ���g�_�l(f��)���T�C���a���ھ��O(ji��n)��ϵ�y(t��ng)��
�D 2
�D 3
�����塢�Y���Z
����ԓ�Կ�ϵ�y(t��ng)�C�ϼ����������_���f���Ԅӻ���˾��PLC���Ƽ��g������O(ji��n)�ؼ��g���W(w��ng)�jͨӍ���g�Լ�׃�l�{�ټ��g�����F(xi��n)���B�T�C���A���a��ˇ�^�̵��Ԅӻ����ƣ�������B�T���a�F(xi��n)���O����Ԅ�(li��n)�i���ƣ����|����(sh��)�ęz�y�{��(ji��)����(sh��)��(j��)��ͨӍ̎�������ψ��\���Լ����a��r���ھ��O(ji��n)�صȹ��ܡ���(j��ng)�^�������\����C��ԓϵ�y(t��ng)���ƹ������M����ȫ��(w��n)���ɿ�����Ч������˄ڄ����a�ʣ������˹����ˆT�Ĺ����h(hu��n)�����p�p�˹����ˆT�Ąڄӏ��ȣ������a������ṩ�˿ɿ��ı��ϣ���ȡ����ʮ���@���Ľ�(j��ng)��Ч�档
���������īI��
����[1] ALLEN-BRADLEY INDUSTRIAL COMPUTER AND COMMUNICATION GROUP
�������ߺ��飺
��������,1995�ꮅ�I(y��)�ڱ����Ƽ���W���I(y��)늚��Ԅӻ����I(y��)���Ⱥ����R�12000�����������C���������B�T�C��С�����B�T�C������݁��������픴��D�t��ú����յ��Կ�ϵ�y(t��ng)���OӋ���_�l(f��)���{ԇ������Ŀǰ������Ԅӻ����о��c���ù�����