|
�пƂ����ŷ�ϵ�y����X�M�ЙC�ϵđ���
һ�� ����
�S�����b�ИI��Ѹ�Ͱlչ�����㼈�����a�������aЧ��������ߣ���Ҫ�w�F�����㼈�����a����˵���X�M�ЙC�ٶȵĴ����ߡ���X�M�ЙC�Ŀ��Ʋ�����M�㾫�ʵIJ����L�ȵ�ͬ�r߀Ҫ�M��ܸߵIJ����ٶȡ����y�c���ڼ���̎�ڸ����\�Ӡ�B���е��ĄӑB������O�ߵ��\���ٶȺ͘O�ߵĸ�ۙ���ܡ�׃�l���Ŀ��Ɵo���_���ߵIJ����ٶȣ�40M/min��80M/min���������`��Ҳ�S�ٶȵ���߶�Խ��Խ��PLC���}�_�ķ����ٶ�Ҳ�o���M����о��ȵ�Ҫ���\�ӿ��ƿ����M���ŷ�ϵ�y�Ŀ��Ʒ�ʽ����ȫ���ԝM�㾫�Ⱥ��ٶȵ��p��Ҫ���ٶȿ��_��200M/min��300M/min��߀���Ѓr���F����؛�r�g�L�Ȳ���֮̎���������ؽ�B�Č��\�ӿ��ƿ��������ŷ�����֮�ȵ��пƂ���Ʒ���ŷ������ڙM��ϵ�y�еđ��á�
���� ϵ�y�M��
�D����X�������M�ЙC���ƺ��D����ϵ�y���F���Dʽͬ���ӑB���У����ɽM����݆��ͬ�r���ŷ��R�_���ӣ��������^��ʾ�����������D��݆��֮�ϵĵ��б�������ܵ��{��������݆��֮�������D�����·��r���µ���ǡ���D�����Ϸ������܈������_�IJ��С�ÿ�β��е�݆���DһȦ�����Ԅӌ������Д�һ�Σ��R�_ֻҪ����ͬ�����B�m�\�D��݆�������B�m���С�
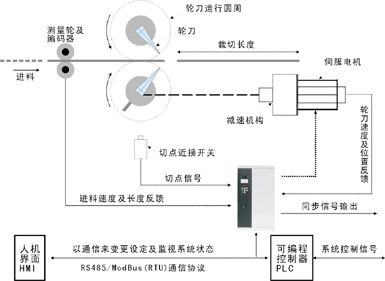
�D1����X�������M�ЙC���ƺ��D
ϵ�y�M�ɼ��书�ܽ�B��
1�����Dʽͬ���w��������ϵ�y��
����PLC��HMIݔ����\�D����L���O��
�ɜy���y݆���a������֮�}�_����֪�M���ٶȼ��M���L�ȡ�
�����ŷ��R�_֮�\�D�ٶȼ�ͬ����λ����
2���˙C���棨HMI����
�����O���Y�ϼ��@ʾ�\�D��B
3��PLC��
̎������֮�ӿڡ����i���B����̖
4������ͬ���ŷ��R�_ �� �Б�ʽ�ŷ��R�_��
���R�_�������������²��е�݆
5��݆����
�����R�䡢�������е�һ�M���D�C��
6�����ϙz�y���a����
ֱ�Ӿo�ܵĽ��|���в��ϣ�������֮�M�ƶ����Ӿ��a���a���}�_��̖
��������ԭ��
��X�M�ЙC�м���r���е��\�е��ٶ�����������L�ȵIJ�ͬ����ͬ�����w�����N��r�������L�ȴ��ڃɱ��е��A���L�������L�ȴ����е��A���L��С�ڃɱ��е��A���L�������L��С���е��A���L��
��һ�N��r�������L�ȴ��ڃɱ��е��A���L
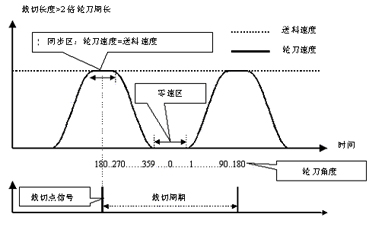
�D2: �����L�ȴ��ڃɱ��е��A���L���\�D����
��������L�ȴ��ڃɱ��е��A���L���\���ٶ�������D2��ʾ����������ѭ�h�ĵ�һ�������c�_ʼ���ڶ��������c�Y�������c�ֶ��f�����£�
1. ����ϵ�y�S�r�O���M���L���c�M���ٶȲ������ŷ��R�_���Ӳ��е�݆���������_�IJõ��ٶ�������
2. �ĵ�һ�������c�_ʼ (�õ���λ�ǵ���180��)�����r��Ȼ��ͬ���^��ȣ���˲õ��ٶȱ���c�M���ٶȾS��ͬ���\�D��
3. �����е����x�_ͬ���^��õ��ٶ��������^����ϵ�y���_��Ӌ�㡢���ƣ��ڽ��͵����ٵ�ͬ�r���õ���λ��Ҳ��횄��õ���0�ȡ�
4. ���M���L����Ӌ���m���L�ȕr�����е�݆�_ʼ���M���ٶ�Ŀ�˼��٣����Ҳõ��ٶ��������^����ϵ�y���_��Ӌ�㡢���ƣ������ڲõ��ٶ��������c�M���ٶ�ͬ����ͬ�r�����е�݆Ҳǡ���M��ͬ���^��
6. �M��ͬ���^��֮�õ��ٶȱ���S�r�c�M���ٶȾS��ͬ���\�D��ֱ���ڶ��������c���F�������һ�β���ѭ�h��
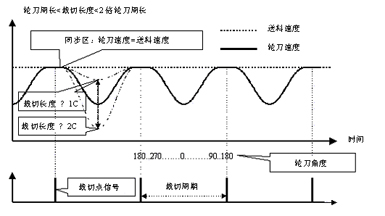
�D3: �����L�ȴ����е��A���L��С�ڃɱ��е��A���L���\�D����
��������L�ȴ����е��A���L��С�ڃɱ��е��A���L���t�\���ٶ�������D3��ʾ�������\���ٶ�������ƈD2������£�
1. ����������ѭ�h�У������е�݆�x�_ͬ���^��õ��ٶ��mȻҲ���½�������������������ֹͣ�����������م^��
2. ���^����ϵ�y���_��Ӌ�㡢���ƣ��ڲõ��ٶȽ��͵�һ��ֵ֮�������_ʼ�ټ��٣������ڲõ��ٶ��������c�M���ٶ�ͬ����ͬ�r�����е�݆Ҳǡ���M��ͬ���^���S��ͬ��ֱ���ڶ��������c���F�������һ�β���ѭ�h��
3. �����L��Խڅ���е��A���L���t�ٶ��½�Խ�٣��������L�ȵ����е��A���L�r���õ��ٶ�����������ѭ�h�ж��S���c�M���ٶ���ȫͬ��
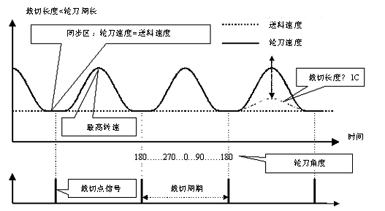
�D4: �����L������A���L���\�D����
��������L��С���е��A���L���t�\���ٶ�������D4��ʾ�������\���ٶ�������ƈD3������£�
1. ����������ѭ�h�У������е�݆�x�_ͬ���^��õ��ٶȲ����٣������_ʼ���١�
2. ���^����ϵ�y���_��Ӌ�㡢���ƣ��ڲõ��ٶ�������һ��ֵ֮�������_ʼ�p�٣������ڲõ��ٶ��½����c�M���ٶ�ͬ����ͬ�r�����е�݆Ҳǡ���M��ͬ���^���S��ͬ��ֱ���ڶ��������c���F�������һ�β���ѭ�h��
3. �����L��ԽС���t�õ��ٶ�����Խ�ߣ�������R�_���ҵļӜp�١�
�ġ������x�͵�ע�����
݆��ϵ�y�����ܘ����������Ҫ�M���ǣ�
1. ͬ���ŷ���Б��ŷ�늙C
�������ϵ�yŤ������Ҫ�������ŷ�늙C���Cеϵ�y�����đT����Ч�ʡ�Ħ���p�ĵ������x���m������ʽ�����ʡ�
һ���x��늙C�r��ע�⣺
1���͑T���T���������ã���t���p���S��Ť��ȥ�˷������đT����
2���m�����~���D�ټ��p�ٱ�
�x��늙CҎ��r����Ϝp�ٙC��һ�]����ѵ�ƥ���Ǯ�늙C�\��������D�ٕr�� ���ǙC�_�е�����ߺ����\�D�ٶȣ����]�Cе�ij������������H�����ϵ�Ҫ�������Ǯ��x�õ��ǸБ�ʽ����늙C���b���a���ķ�ʽ����r������Ҫ���]�m���Ĝp�ٱȼ�늙C���D�����á����һ��Į���늙C��Ť��ݔ��Ч�����ą^�g�����~���D�م^���������^�͵��D�م^Ť��ݔ��Ч�������^��������x��1500rpm��늙C�����H�σH�\�D�ڼs500~600rpm���ٶȅ^�g����ô�ͱ�횸�׃�p�ٱȣ�ʹ늙C�\�D��1100~1400rpm�������750rpm��늙C��ʹ�ã���˲��ܰl�]늙C���е�Ť��ݔ��Ч�ʡ�
3�� ���ܲ��ؘ��ŷ�늙C�t����ʹ��һ��Б�ʽ����늙C�и��õ�Ч����
2. ����
�������ϵ�y���ܵ����Ť����Ҫ���x�����ŷ�늙C����~��������x������������л�����늹��ܣ�������ӷ����裨�Ⱥ���늻�·�ęC�ͣ������ɷ܇�Ƅ����ٽӷ����裨�o��늻�·�ęC�ͣ���Ԕ������Ո��ԃ����˾���g������ԃ�ˆT��
3. �����ٶȜy�����a��
��������Ҫ�Cе�������x�������a�����x��Ҏ����ע�⣺
1������늉�5V
2��ݔ�������Ǿ��ӣ�Line Drive�������ʽ��̖�������͡�
3����A��/A��B��/B����̖��
4�� ��Ϝy��݆���⏽���p�ٱȣ��y���������ܺϺ����о��ȵ�Ҫ��
������1024ppr�ľ��a������ψA�ܞ�400mm�Ĝy��݆������p�ٱ���1����y��������400/1024*2=0.78mm���ɑ����ڡ�1mm����Ҫ��Ĝy���������m���ڡ�0.8mm���¾���Ҫ��Ĝy����Ҫ��ߜy�����ȣ��t�����߾��a�����ȣ������Ӝp�ٱȣ�����߆�λ�L���е��}��ݔ������
4. �˙C����
��Ҏ���m�ϵIJ������棬�Ա����Y��ݔ�룬�����ГQ��ϵ�y�Oҕ��
5. ���c�����_�P
���c�����_�P��̖�ľ��_��ֱ��Ӱ푲��еľ��ȡ����c��̖������о��_���؏��Ժͷ����ԣ������c�����ܴ_���ڸ����\�D�У����_���؏͘�ʾ���е��Д��r�ĽǶ�λ�ã���̖ݔ�������t�r�g���Б�λ�õ��`������������ɿ����ϵ��`�
�x��Ŀ��]�c��
1������늉�24V��
2��ݔ����̖늉�24V��
3���Д���̖������}�_ʽ����̖��
4��ݔ���t�ӕr�g��С���á�
������t�r�gС��3usec����ʾ�����ܵ��`�����M�Ͼ��ٶȞ�100��/�֕r�飺
100,000mm/60,000,000us*3us*2=0.01mm
5���Б�λ�õ��؏������������á�
6���Б��Ƕ���խ���á�
7����Ҫ���ߵľ��ȣ��t��횲��þ��a����Z�c��̖ȡ��һ��Ľ������_�P��
�塢�Y���Z
������X�������M��ϵ�y�м��ٶȿ��_200M/min�м��ٶȿ�����0.5MM.��ȫ�ԄӸ����������M��ϵ�y��Ч�ʡ��߾��ȡ��߿ɿ��ԣ����x���L�M�С�ɫ�˸�ۙ�M�У����ԄӓQ�Ρ��x��Q�Ρ������������aЧ�ʡ�
|

