�����|(zh��)�����ۃ�(n��i)����ֲڶ���≤Ra3.2μm���o��ס�ɰ�ۡ��Ѽy���T��ȱ�ݣ��������c T �Ͳ۵�㕽�̎��ƽ���^�ɣ��o�_�A�
���d�cʹ��Ҏ(gu��)��
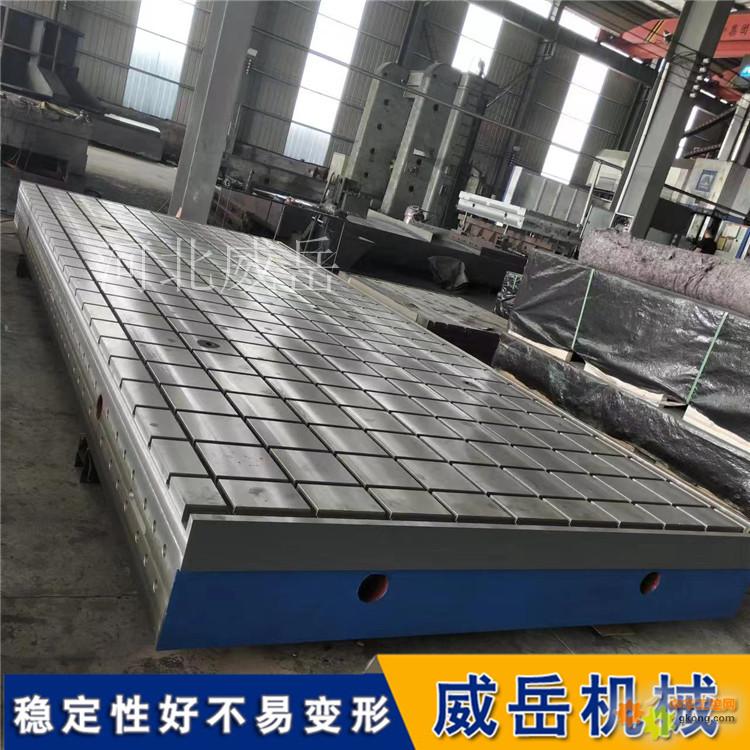
�d��ƥ�䣺T �Ͳ۵��O(sh��)Ӌ���cƽ�_�~���d�Ɍ���(y��ng)������ƽ�_�� T �Ͳ���Ӻ�۱ڡ�׃���ی�����ֹ�A�o����ؕr���w׃�Σ��� T �Ͳ۵��S�ÊA�o����ͨ�^Ӌ��_�����������d�ɾo����˨��
����Ҫ���b�r��ʹ���c T �Ͳ�Ҏ(gu��)��ƥ���T ����˨�����塢��ĸ����ֹʹ�÷ǘ���˨���а��b�^��Ҏ(gu��)��ľo�̼�������D���p�IJ۱ڡ�
�T�F�b��ƽ�_�� T �Ͳ��nj��F(xi��n)�����A�o�̶��ĺ��ĽY(ji��)��(g��u)��ʹ�Õr�������������ஔ����ɲ��w׃�Ρ�ĥ�p�����_�ѣ�ֱ��Ӱ�ƽ�_���Ⱥ�ʹ�É����������Ǿ��wע����헣�
�����x��Ҫ���͜�
�غ��ʹ���c T �Ͳ�Ҏ(gu��)����ȫƥ��� T ����˨���������ĸ�������÷ǘ���˨��ߴ�ƫ��ľo�̼�����Ƕ�롣��˨�^������ȫ����ۃ�(n��i)�����ó��F(xi��n) “�ҿ�” �� “��߅” ��r����t�o�̕r���D���۱ڌ�(d��o)��׃�Ρ�
��ֹ�� T �Ͳۃ�(n��i)�M�к��ӡ��и�ȸߜ����I(y��)���ߜؕ�ʹ���w�T�F�M���l(f��)��׃������(d��o)�²۱�׃�Ρ�Ӳ���½������m(x��)�o����(w��n)���̶���˨��
�Ƅӻ���b�����r�������߅������ T �Ͳۿڣ���ֹ�ۿڳ��F(xi��n)���ǡ�ë�̣�������ƽ�_���{(di��o)������λ�ã���(y��ng)�����_��˨������������ק����������˨���ӣ���ɲۃ�(n��i)����ĥ�p��
�坍�S�oҪ���r
ÿ��ʹ�ú�����ëˢ�s�՚����� T �Ͳۃ�(n��i)�������Fм�����ۡ���sҺ���s�|(zh��)�������s�|(zh��)�ѷe�ڲ۵��(c��)�棬Ӱ푺��m(x��)��˨���b���N�϶ȣ��L�ڶѷe߀����(d��o)�²ۃ�(n��i)���P��