|
����ƫ�Ŀ��������۸��ޏͼ��g��һ�N���M�������켼�g��ͨ�^���ܼ��������Ͻ��ĩ�c�ȿ��w���污��ͬ���ۻ��������������γ�ұ��Y�όӣ��Ķ����F�߾����ޏͺ�����������������ԓ���g�ĺ���Ҫ�c���䄓���ԸČ���
����һ��ƫ�Ŀ��ټ����۸��ޏͼ��g���|�c���ă���
����1�����g���|
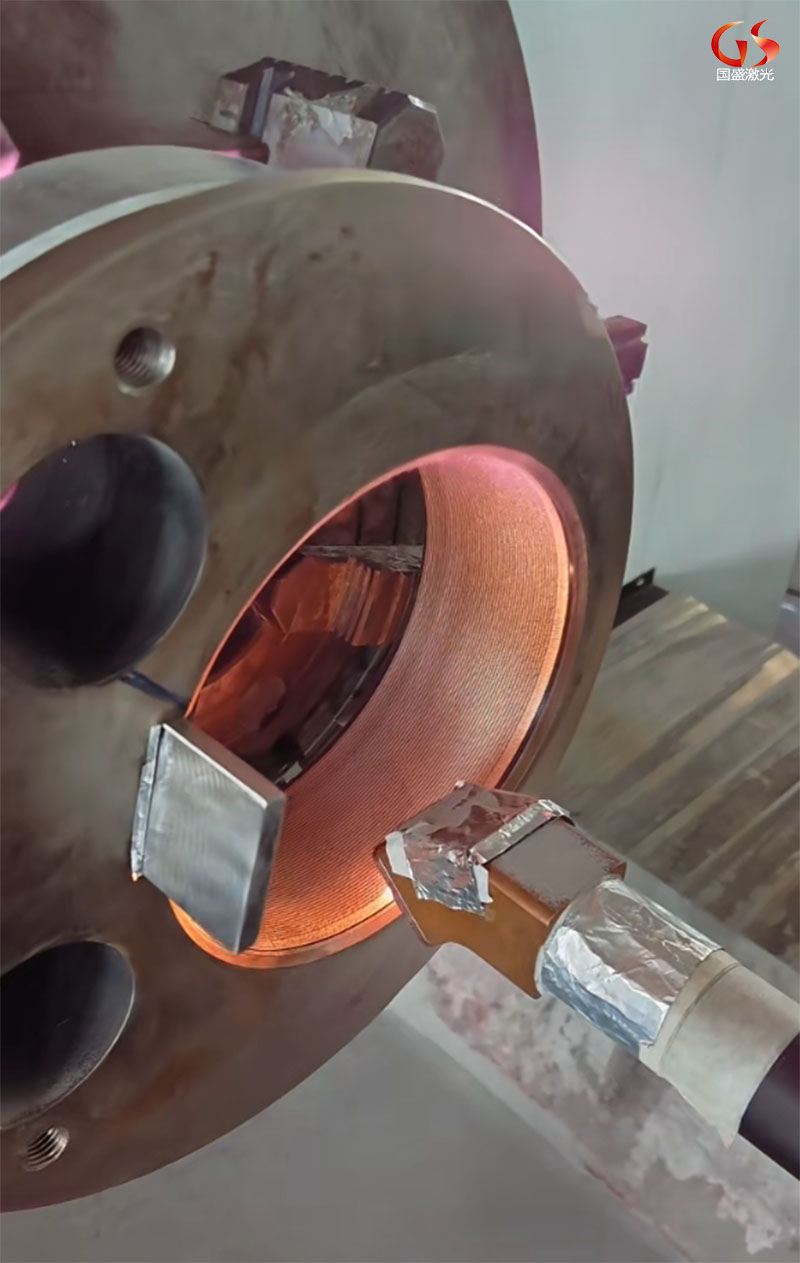
����ƫ�Ŀ��ټ����۸��ޏͼ��g���ø��ܼ��������Ͻ��ĩ�c���w�����ۻ����������̣��γ�ұ��Y�όӡ��@�N���gͻ���˂��y�ޏͷ����ľ����ԣ����F�˸߾��ȡ������ܵ��ޏ�Ч����
����2�������
�����߾����ޏ����ɾ��ʻ֏�������Ͳ��ƫ�ļ��ijߴ羫�ȣ��۸��Ӻ���{�������V(25μm��������)���M�㲻ͬ�p���̶ȵ��ޏ�����
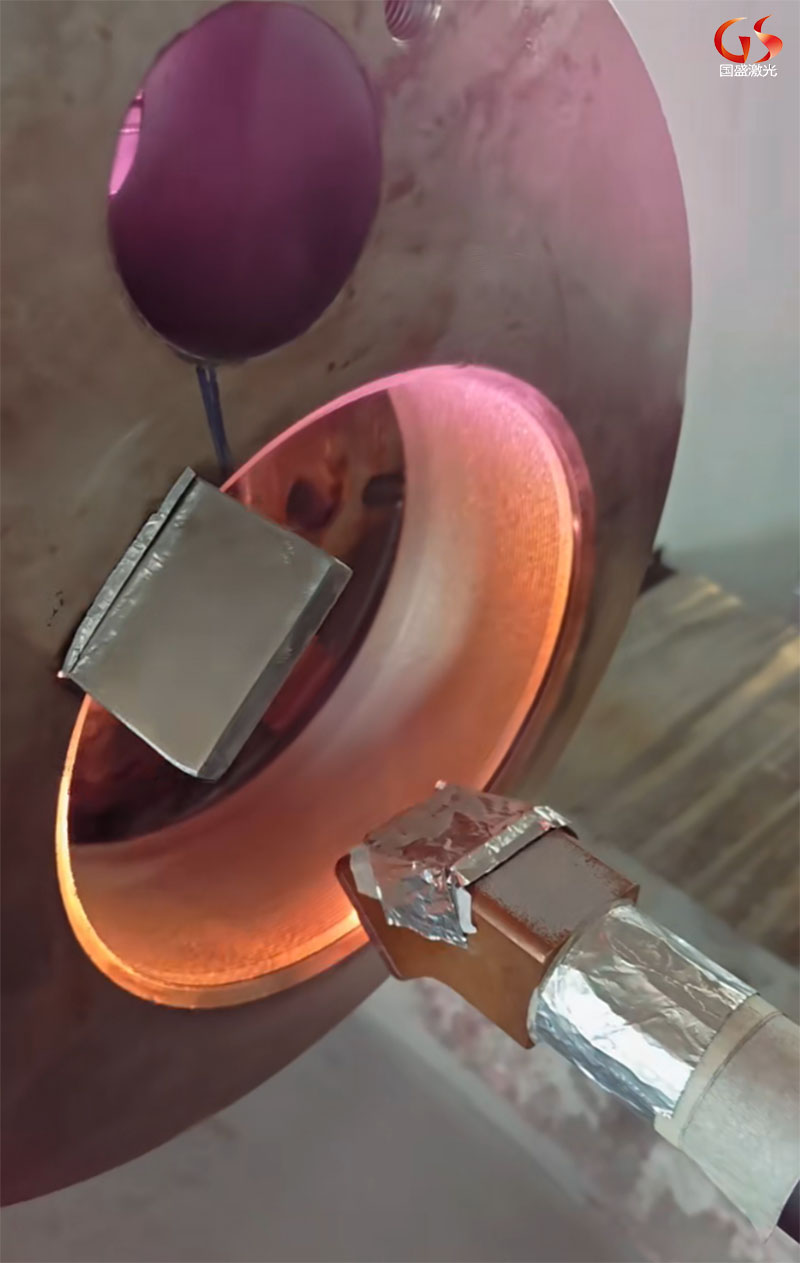
���������S�����ޏͺ�IJ������ȿ��_ԭ���ȵ�95%���ϣ�Ӳ�Ⱥ���ĥ���@��������������ұ��Cе�I���ߜ�ĥ�p�����������_3����
�����Gɫ��Ч���ӹ�Ч���ǂ��y�O���2-10����ϡ��ʃH��2%-4%���o���W��Ⱦ�����ϾGɫ����څ�ݡ�
�����V�V�m��������䓡��~���X�ȶ�N���ٻ��ģ��m����ұ����܇����Դ��܊���ȶ����ИI���P�I�����ޏ͡�


��������ƫ�Ŀ��ټ����۸��ޏ͘˜ʻ��ޏ�ˇ����
����1���p���z�y�c�u��
�����������S����x��ȸQ�R�@ȡ�ȿױ�����ò���������_��λĥ�p���Ѽy��ȱ�ݣ����ޏͷ����ṩ�ƌW������
����2�������A̎��
����ͨ�^��ɰ��Cе�ӹ�ȥ���������cƣ�ڌӣ����ñ�ͪ��ƾ���ϴ���ۣ��_���۸����c���w�ĽY�Ϗ��ȡ�
����3����ˇ�����O��
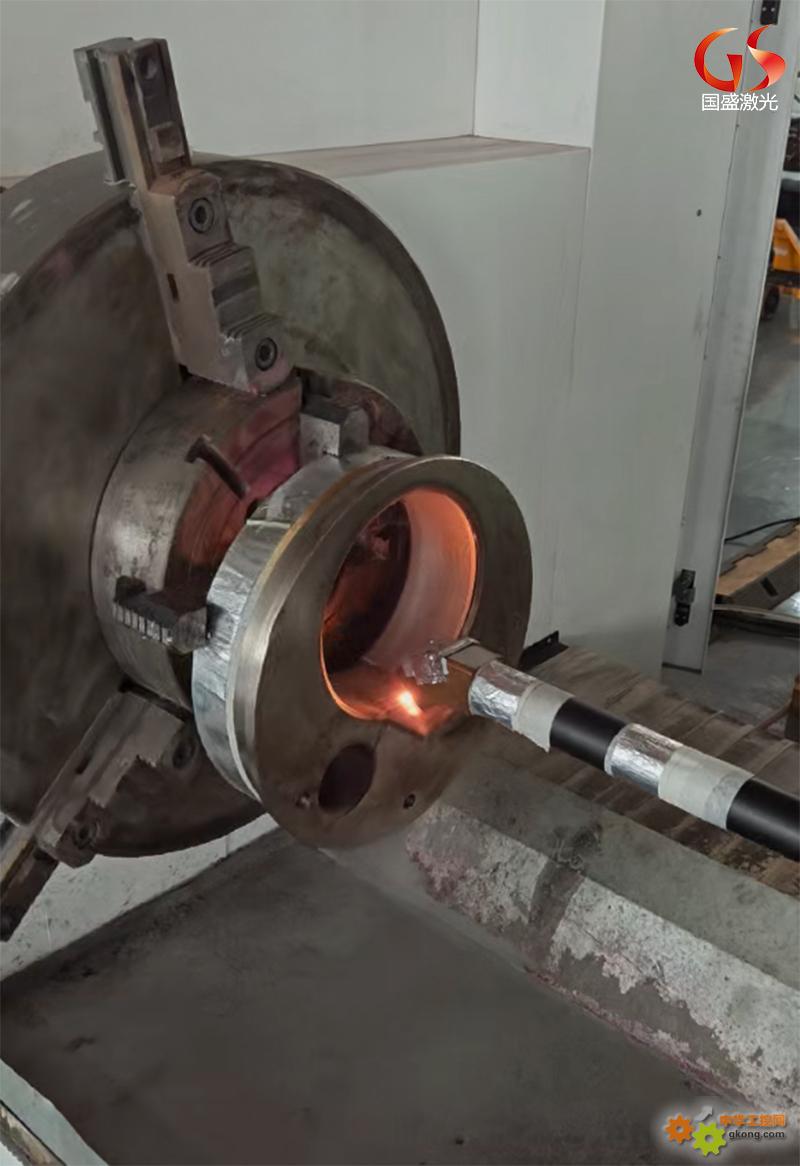
���������������(��䓡��~�Ͻ�)�͓p����ȣ��x��ƥ��ĺϽ��ĩ(�粻�P䓺Ͻ�)�����Ⅲ��(����3-10kW��ÿ���۸����0.2-0.3mm)��
����4�������۸���ʩ
�����ڶ��Ԛ��w���o���M�ж����۸�����ֹ�۳����������ڱ���ƫ�ļ����辫�ʿ��Ƽ�����Ա����׃�Ρ�
����5���۸���̎��
����ͨ�^ȥ�����˻������ӹ��ȑ������ٽ����ӹ��_���ȿ׳ߴ羫���c����❍�ȡ�
�����������͑��È����c�rֵ
����1����Դ�b��
�����ޏʹ��͉��s�Cƫ���S�Ѓȿף���Q��ĥ�p���µ���ӳ��ˆ��}���@�����L�O��������ڡ�
����2��܉����ͨ
��������iClad®���g�ޏͲ��ͻ�܇�l�әC�ף����_�ޏͳɱ��^�������Q����80%��ͬ�r������ĥ�ԡ�
����3��ұ��Cе
�����B�T�Cƫ��݁�ȿ��ޏͺ��ߜ�ĥ�p��������3�����p��ͣ�C�S�o�Δ���
����4���طN����
�����ɹ��ޏ�ƫ�ı���������Ͳ�����Ȼ֏���ԭ�˜ʵ�95%���ϣ���͑���ʡ�������Q���M��
�����ġ�δ���lչڅ��
����1�����ܻ�����
�����Y���˹������㷨�c���\�����g�����F��ˇ�����ԄӃ����c̓�M�{ԇ���Mһ�������ޏ;����cЧ�ʡ�
����2����ˇ�ͺϻ�
�����ںϼ���_����������ȼ��g������“�ޏ�+����”һ�w����Q������ͻ�Ɔ�һ��ˇ���������ޡ�
����3���˜ʻ����O
�����������ИI�ļ��g�˜��c�u�r�wϵ���ƄӼ����۸����������I���Ҏģ�����á�
����4���O����a��
�������a�����ټ����۸��O�������a���g��ȱ���ӹ�Ч���_���y�O���10�����ɱ��������ٹ��I�ռ���
|

