|
�T�F����ƽ�_���ַQ�T�Fƽ���ƽ�_���ǙCе���������ڙz�y�������������ӵȹ���Ļ���ƽ���O�䡣����ărֵ�����ṩһ���������߾��ȵĹ��������棬�V�������ڙC��У�ʡ�����z�y�������b��ȶ������I�I��
���Ķ��x�c��������
�T�F����ƽ�_֮�����ܳɞ�ɿ��Ĺ��I���ʹ��ߣ��P�I�����䪚�صIJ��|�����ȡ�Ҏ�����|��������������ϣ���������ʹ�÷������c�ʴ_�ԡ�
���|�c̎����ˇ
ƽ�_���w�x�øߏ����T�FHT200-300�T����ɣ�������Ӳ�ȿ�����HB170-240֮�g�����Ӳ���c�g�ԡ����غ͵�ጷ��T���Ȳ��������_���L�ھ��ȷ������T���轛�^�p�ؕrЧ̎����600°C-700°C�˹��˻�̎��������2-3����Ȼ�rЧ̎������Ч������mʹ���г��F׃�Ρ�
���ȵȼ��c����
ƽ�_���ȇ�����ѭ���Ҙ˜�Ӌ���z��Ҏ�̄��֣���Ҋ���ȵȼ�����00����0����1����2����3�������ټ�����ͬ�ȼ�������ͬ��ƽ��ȹ���˜ʡ���1000mm×1000mmҎ��ƽ�_������1������ƽ��ȹ����20�ף�μm����2����40μm��3����97μm�����У�00����0���ȸ�������ƽ�_����Ҫ�����������z�y�����͜��������ߺͶ�������2����3�������ټ�ƽ�_���t���m���ڳ�Ҏ���ӡ�����b��ȹ�ˇ����
Ҏ��
��Ҏ�aƷҎ���w200mm×200mm��3000mm×8000mm����ֱ�ӝM��������I���a����ͬ�r֧�ָ����Ñ��ṩ�ĈD�������ƌ���Ҏ��aƷ��ᘌ��������������I����ͨ�^ƴ�ӹ�ˇ���M���γɸ���ߴ�Ĺ����棬�`���m�������a������
�����|���c�z�
ƽ�_�������������ɰ�ס���ס��Ѽy�ȇ���Ӱ�ʹ�����ܵ�ȱ�ݣ��_��������������ԡ����șz�����Ϳɫ�����ַQ���c����������0������ƽ�_���_Ҫ����ÿ25mm×25mm�Ĺ����淶���ȣ����|���c����������25�����Դ˱��Ͼ����_�ˡ�
��Ҫ����c�Y�����c
����������Y����ʽ�����ܔUչ�ԣ��T�F����ƽ�_�ɷ֞��N��ͣ���ͬ����m�䲻ͬ���I�����������w�Y��Ҳ���@�������M���OӋ��
���yƽ���ͺ���ƽ�_
�@�����^���A�����^ͨ�õ���ͣ��������⻬ƽ�棬�o�ןo�ۣ��Y����������Ҫ���ڸ��Ҏ�������I���m��o����s��λ�ĺ��ι������ӡ�
T�Ͳۺ���ƽ�_
�ڹ�����ӹ��И˜�T�Ͳۣ����ă����ǿɱ�ݰ��b��˨���A�����λ�b�ã����`��ι̵ع̶���ͬҎ���Π�Ĺ�������Ŀǰ�������I�Б������^�V�������֮һ��
���S���Ժ���ƽ�_
����һ�Nģ�K�������Ի��������bϵ�y���乤���_�����c������O�И˜ʹ����棬�Ҏ��И˜ʻ���ϵ����λ�M�������傀�������`��b���{���͔Uչ���ܿ��ٽM���m�䲻ͬ�aƷ�ĺ������������m���ڹ��̙Cе����܇����ȮaƷ���ӻ������l�����Q���b���I��
�Y���OӋ
ƽ�_���w�Y����Ҫ�֞���ʽ�����wʽ�ɷN���ײ����OӋ�Ї��弰�ӏ����壩��ͨ�^�����Y�����֣��������ƽ�_���w�ĽY�����ȡ����Լ������ԣ���������d�������L��ʹ�îa��׃�Ρ�
�����I���c�x�;S�o
�T�F����ƽ�_�đ��È������w�������I�I�����x�͡�Ҏ�����bʹ�ü��ƌW�S�o���������L��ʹ�É�����Ҳ�ܱ����侫���L�ڷ�����
�V�������I��
- �Cе�����c�C���ИI����������z�ߴ�y�������͜������ĺ��Ļ����棬���ϼӹ����ȡ�
- ��܇�����ИI������܇�����������b�䣬�_���������ߴ����͜�ƥ�䣬���S����ƽ�_�ɿ����m�䲻ͬ܇�͵����a����
- ���������ИI���ɳ��d���ʹ����㲿�����������ṩ������ƽ���ĺ��ӻ��ʣ��m����������ӡ�
- ��������ИI����M���ஔ�ߵ�ƽ�����c������Ҫ��ֹ�����^�������p���ӌ������Ԫ���p�ġ�
- �����O���b���c�{ԇ�����������O��ĵ������b������棬�����O���b�侫���c�\�з����ԡ�
�x���P�I���]����
- ���ȵȼ����������I��ˇҪ���x���������z�y�������x0����1������Ҏ���ӡ��b����x2����3�����ټ���
- �_��Y�����o����s��λ�xƽ���ͣ���̶�����������A���xT�Ͳ��͡�
- �ߴ��c���d���Y�Ϲ��������^��ߴ硢�����x���m��Ҏ�_���������������^ƽ�_�~���d�ɡ�
- �Uչ�ԣ����ڮaƷ��̖�ࡢ���l�����Q���b�����a�����������x�����S���Ժ���ƽ�_���������aЧ�ʡ�
���b��ʹ���c�S�oҪ�c
���bҪ��
���b�r��ͨ�^�{���|�F����^������ƽ�_�{��ˮƽ��B��֧���c�����ֲ����_��ƽ�_�������⣬����ֲ���������׃�Ρ�
ʹ��Ҏ��
�������Õr���p���p�ţ����⼤����ײ�p�������棻������ƹ������������ɳ��^ƽ�_�~���d�ɣ�ʹ���^���бM�����ֹ������������������ֲ��^��ĥ�p��Ӱ푾��ȡ�
�S�oҪ�c
ÿ��ʹ�ú��輰�r������������s����������ֱ��杍�����L���e�Õr�����ڹ�����ͿĨ���P�ͻ��S�ͣ����ð����w���o����ֹ�P�g������ڸ��ͨ�L�ĭh���У����⳱���g���w���g�����hÿ�궨�ڌ�ƽ�_�M��һ�ξ��șz���rУ��ƫ�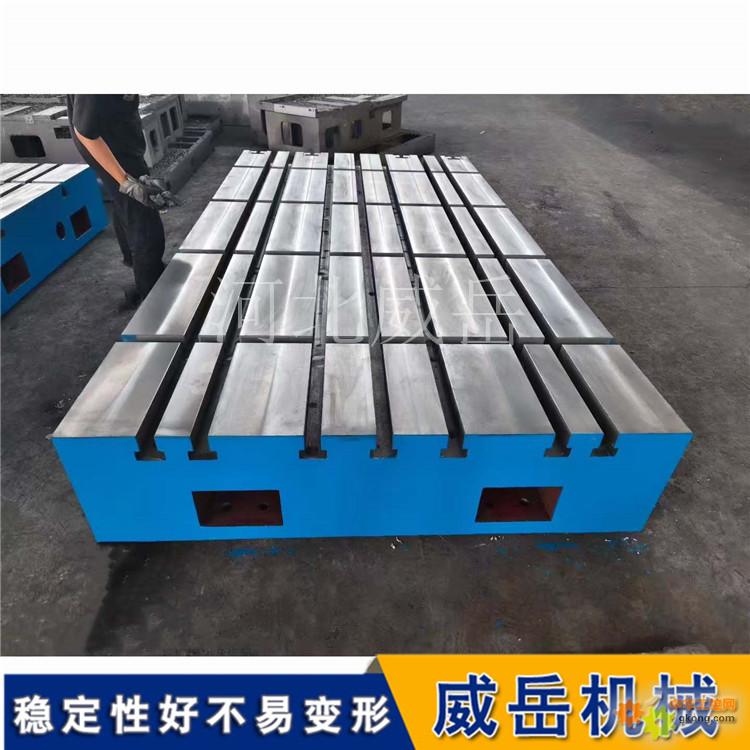
|

