|
�T�F�yԇƽ�_���^�L��ʹ�������c���乤�������M�Йz�������b�乤���Ĺ���Ħ������������ƽ���ĥ�p����ĥ�p���T�F�yԇƽ�_���ڜʴ_�ȵȼ����S�`��rֱ��Ӱ푵��������M�еĜy���z���������Ĝʴ_�ԡ�
�T�F�yԇƽ�_�ֹΣ��˕r�T�F�yԇƽ�_���пɲ����L�η��������ĵ��E�B���LƬ������Ҫ�������T�F�yԇƽ�_����������M�У�һ�㑪��T�F�yԇƽ�_�L�ȷ����ε��T�F�yԇƽ�_�� 25mmx25mm��e����3-4�����|�c�ҷֲ�����rƽ�_�ֹνY����
�T�F�yԇƽ�_���Σ�Ҫ��ʹ�T�F�yԇƽ�_�������Mһ����׃��ƽ�F�����r���ö̹ε�����ÿ��һ��r��Ҫһ��������һ��rҪ���e���У���ԭ����Ĺ��е��E������ʹ���|�c�ܿ����ӣ��ڹ����T�F�yԇƽ�_���|�c�r���ѽ��|�c�܇�����Ҳ��ȥ���@�Ӯ������c��ȥ���܇��Ĵθ��c�����@�F���������^�ױ��T�F�yԇƽ�_���У��θ��c�܇��Ľ��|�c�֕��ܿ��@ʾ����������߹���Ч�ʡ��T�F�yԇƽ�_�����P���^���У�Ҫ��ֹ�ε��Aб��������ۣ��@�|��ҪͿ���ñ���������25mmx25mm����e�ȳ��F12?15�����|�c�r���T�F�yԇƽ�_���μ���Y����
�T�F�yԇƽ�_���Σ����T�F�yԇƽ�_���εĻ��A��ͨ�^�������ӽ��|�c��ʹ�T�F�yԇƽ�_ƽ��ȷ��Ͼ���Ҫ�����r���þ��ε��M���c�Σ�Ҫע���䵶�p���죬��ÿ�����|�c��ֻ��һ�������؏ͣ��������M�й����P�Ρ�����25mm * 25mm����e����20�c���ϕr���Ɍ����|�c�֞���քe������������Ľ��|�cȫ���ε����еȽ��|�c������c��ȥһСƬ��С���|�c�������Ρ��@���B�m�Ύױ飬ֱ�����|�c���_���T�F�yԇƽ�_ƽ��ȡ�
�T�F�yԇƽ�_��GB/T22095-2008�T�F�yԇƽ�_�˜�Ҏ���ʴ_�ȵȼ��֞�1����2����3�����ȵȼ����M��z�z�y���������b��ȹ�����ʹ����Ҫ���T�F�yԇƽ�_���И˜����£�
1���T�F�yԇƽ�_���И˜ʣ��ף�=0.003�����T�F�yԇƽ�_���Ǿ��L�ȣ�mm��+2.5��2���T�F�yԇƽ�_���И˜ʣ��ף�=0.006�����T�F�yԇƽ�_���Ǿ��L�ȣ�mm��+5��2���T�F�yԇƽ�_���И˜ʣ��ף�=0.012�����T�F�yԇƽ�_���Ǿ��L�ȣ�mm��+10��3���T�F�yԇƽ�_���И˜ʣ��ף�=0.024�����T�F�yԇƽ�_���Ǿ��L�ȣ�mm��+20��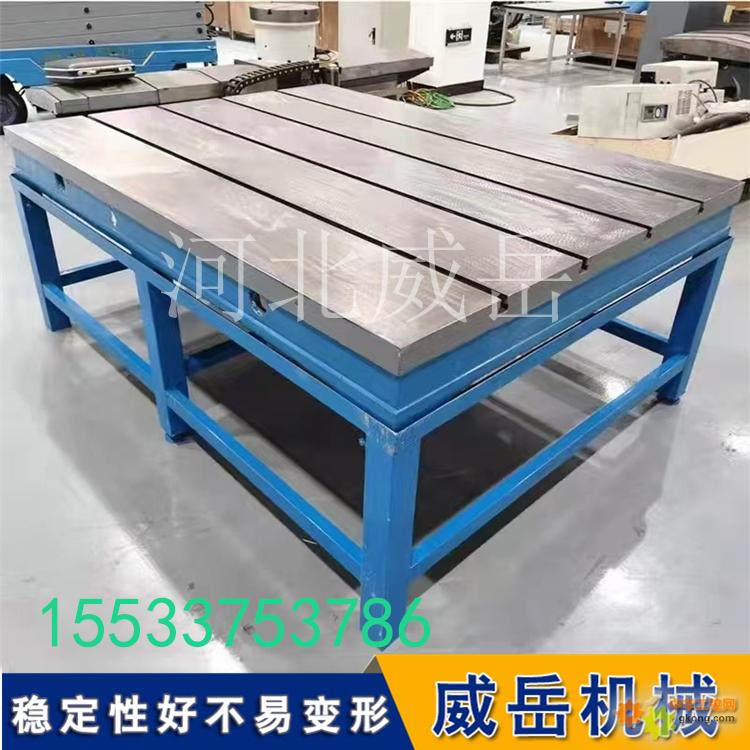
|

