|
ĶTĶF║ĖĮėŲĮ┼_Ż©ę▓ĘQ║ĖĮėŲĮ░ÕĪóT ą═▓█║ĖĮėŲĮ░ÕŻ®╩ŪÖCąĄ║ĖĮėū„śIīŻė├Ą─Ė▀Š½Č╚╗∙£╩╣żū„┼_Ż¼ė├ė┌╣ż╝■Ą─Č©║═╬╗ĪóŖAŠoĪó║ĖĮė╝░Öz“ׯ¼ÅVĘ║ė├ė┌╣ż│╠ÖCąĄĪóē║┴”╚▌Ų„ĪóõōĮYśŗĄ╚ųŲįņŅIė“ĪŻ
ĶTĶF║ĖĮėŲĮ┼_Ą─šęŲĮ╩Ū╗ųÅ═Ųõ╩╣ė├ārųĄĄ─▒╚▌^║¾Īóę▓╩Ū▒╚▌^ĻPµIĄ─ę╗▓ĮĪŻšęŲĮĄ─▀^│╠═©│ŻĘų×ķā╔▓ĮŻ║┤ųš{╗∙ĄA╦«ŲĮ ║═ Š½╝ė╣ż╣żū„├µĪŻ
ęįŽ┬×ķ─·įö╝ÜĮķĮB║ĖĮėŲĮ┼_Ą─šęŲĮĘĮĘ©┼c▓Į¾EŻ║
Ą─ę╗▓ĮŻ║┤ųš{╗∙ĄA╦«ŲĮŻ©░▓čbš{ŲĮŻ®
▀@╩Ūį┌ŲĮ┼_Š═╬╗║¾Ż¼×ķ║¾└mŠ½╝ė╣żäōįņ╗∙£╩Ą─╗∙ĄA╣żū„ĪŻ
║╦║═ą──┐ś╦Ż║ūīŲĮ┼_Ą─ų¦ō╬³cŠ∙ä“╩▄┴”Ż¼▀_ĄĮę╗éĆ║Ļė^╔ŽĄ─“╦«ŲĮ”╗““ĘĆČ©”ĀŅæBŻ¼Ž¹│²ę“░▓čb▓╗«ö«a╔·Ą─┼żŪ·æ¬┴”ĪŻ
│Żė├ĘĮĘ©Ż©╚²ę¬╦žŻ║╗∙£╩³cĪó£y┴┐╣żŠ▀Īóš{š¹╣żŠ▀Ż®Ż║
┤_Č©ų¦ō╬┼cš{ŲĮ³cŻ║
Ė∙ō■ŲĮ┼_┤¾ąĪ║═ĮYśŗŻ©╚ń▒│▓┐ĮŅ░Õ╬╗ų├Ż®Ż¼▀xō±3éĆų„ų¦ō╬³cŻ©śŗ│╔ę╗éĆŲĮ├µŻ®║═╚¶Ė╔éĆ▌oų·ų¦ō╬³cĪŻ
š{ŲĮĢrų„꬚{š¹▀@3éĆų„ų¦ō╬³cĪŻ
▀xō±£y┴┐╗∙£╩Ż║
╦«ŲĮāxŻ©┐“╩Į/Śl╩Į╦«ŲĮāxŻ®Ż║▒╚▌^│Żė├╣żŠ▀ĪŻŠ½Č╚╩ŪĻPµIŻ¼═Ų║═╦]╩╣ė├0.02/1000mmŻ©╝┤├┐├ū0.02║┴├ūŻ®╗“Ė³Ė▀Š½Č╚Ą─╦«ŲĮāxĪŻ
ļŖūė╦«ŲĮāx/╣ŌīW║ŽŽ±╦«ŲĮāxŻ║Š½Č╚Ė³Ė▀Ż¼ūxöĄĖ³ų▒ė^Ż¼▀mė├ė┌Ė▀ę¬Ū¾ł÷║ŽĪŻ
┤ųš{ŲĮ▓┘ū„┴„│╠Ż║
Ę┼ų├ŲĮ┼_Ż║īóŲĮ┼_Ą§čbų┴ęč£╩éõ║├Ą─Ąž╗∙Ż©╗“ų¦╝▄Ż®╔ŽŻ¼ų¦ō╬³c┤¾ų┬ē|ŲĮĪŻ
│§┤╬£y┴┐Ż║īó╦«ŲĮāxčžŲĮ┼_Ą─ā╔Ślī”ĮŪŠĆŻ©“├ū”ūųą╬£y┴┐Ę©Ż║╝┤ā╔Ślī”ĮŪŠĆ║═╦─Śl▀ģŠĆŻ®ĘĮŽ“Ę┼ų├Ż¼ėøõøÜŌ┼▌Ų½ęŲūxöĄĪŻ▀@ę╗▓Į┐╔ęį┐ņ╦┘┼ąöÓŲĮ┼_Ą─┼żŪ·ĀŅæBĪŻ
š{š¹ų„ų¦³cŻ║
įŁ└Ē╩Ū“╚²³c│╔├µ”ĪŻŽ╚š{š¹ā╔éĆ³cŻ¼╩╣╦«ŲĮāxį┌ę╗éĆĘĮŽ“Ż©╚ńķL▀ģŻ®╔ŽÜŌ┼▌ŠėųąĪŻ
╚╗║¾š{š¹Ą┌╚²éĆ³cŻ¼╩╣╦«ŲĮāxį┌┤╣ų▒ĘĮŽ“Ż©╚ńČ╠▀ģŻ®╔ŽÜŌ┼▌ŠėųąĪŻ
Ę┤Å═į┌ā╔éĆ┤╣ų▒ĘĮŽ“Į╗▓µ£y┴┐║═╬óš{Ż¼ų▒ĄĮĖ„ĘĮŽ“ūxöĄ╗∙▒Šę╗ų┬Ż¼ŪęÜŌ┼▌į┌į╩įSĘČć·ā╚ĪŻ
Šo╣╠┼cÅ═£yŻ║┤ųš{═Ļ│╔║¾Ż¼Š∙ä“ĄžŠo╣╠╦∙ėąų¦ō╬³cĄ─Ąž─_┬▌╦©Ż©╗“ē|ĶFŻ®Ż¼╚╗║¾į┘▀Mąąę╗┤╬Å═£yŻ¼┤_▒ŻŠo╣╠▀^│╠ø]ėąę²Ųą┬Ą─ūāą╬ĪŻ
ūóęŌ╩┬ĒŚŻ║
ŁhŠ│Ż║▒▄├ŌĻ¢╣Ōų▒╔õĪó’L┤Ą║═šäėŻ¼▀@ą®Č╝Ģ■ė░Ēæ£y┴┐ĪŻ
£žČ╚Ż║ūīŲĮ┼_£žČ╚┼c▄ćķgŁhŠ│£žČ╚ę╗ų┬Ż¼▒▄├Ō¤ß├ø└õ┐sė░ĒæĪŻ
╣żŠ▀Ż║╦«ŲĮāx╩╣ė├Ū░ąĶūį╔ĒąŻ£╩Ż¼Ę┼ų├Ģrę¬▌p─├▌pĘ┼Ż¼ūxöĄĢręĢŠĆę¬ŲĮęĢĪŻ
Ą─Č■▓ĮŻ║Š½╝ė╣ż╣żū„├µŻ©ą▐Å═ŲĮ├µČ╚Ż®
▀@╩Ūī”Įø▀^║ĖĮėą▐Å═Ą─ŲĮ┼_▒Ē├µ▀Mąą▒╚▌^ĮK╝ė╣żŻ¼ęį▀_ĄĮįOėŗŠ½Č╚ę¬Ū¾ĪŻ▀@ę╗▓Į═©│ŻąĶę¬ė╔īŻśIŃQ╣ż╗“╩╣ė├īŻė├įOéõ═Ļ│╔ĪŻ
║╦║═ą──┐ś╦Ż║Ž¹│²ŲĮ┼_ūį╔ĒĄ─ŲĮ├µČ╚š`▓Ņ║═║ĖĮėą▐Å═ĦüĒĄ─Šų▓┐▓╗ŲĮĪŻ
ų„ę¬ĘĮĘ©Ż©Ė∙ō■Š½Č╚ę¬Ū¾║═Śl╝■▀xō±Ż®Ż║
ĘĮĘ©ę╗Ż║╚╦╣ż╣╬蹯©é„ĮyĖ▀Š½Č╚ĘĮĘ©Ż®
▀@╩Ū╗ųÅ═║═▒ŻūCŲĮ┼_▒╚▌^Ė▀ŲĮ├µČ╚Ą─Įś╦£╩Ż¼ė╚Ųõ▀mė├ė┌Öz“×ŲĮ┼_ĪóäØŠĆŲĮ┼_ĪŻ
▀^│╠Ż║
’@³cŻ║į┌ś╦£╩ŲĮ░Õ╔Ž═┐╔Ž╝tĄż╗“╦{ė═Ż¼╚╗║¾īóŲĮ┼_╣żū„├µ┼cś╦£╩ŲĮ░Õī”čąĪŻ═╣ŲĄ─³cĢ■▒╗ų°╔½ĪŻ
╣╬Ž„Ż║ė├╣╬ĄČīóų°╔½Ą─═╣³c╣╬╚źĪŻ▀@╩Ūę╗éĆ“čą³c -> ╣╬Ž„ -> į┘čą³c”Ą─裣h▀^│╠ĪŻ
─┐ś╦Ż║╩╣Įėė|³cį┌├┐25mm×25mmĄ─├µĘeā╚▀_ĄĮęÄČ©Ą─³cöĄŻ©╚ń20-25³cŻ®Ż¼Ūę³cĘų▓╝Š∙ä“ĪŻ³cöĄįĮČÓĪóįĮŠ∙ä“Ż¼ŲĮ├µČ╚įĮĖ▀ĪŻ
ā׳cŻ║─▄▀_ĄĮ╬ó├ū╝ēĄ─│¼║═Ė▀Š½Č╚Ż¼▒Ē├µą╬│╔┤µė═Ą─ąĪ░╝┐ėŻ¼─═─źŪę├└ė^ĪŻ
╚▒³cŻ║ä┌äėÅŖČ╚ŽÓ«ö┤¾Ż¼╝╝ągę¬Ū¾Ė▀Ż¼║─ĢrĘŪ│ŻķLĪŻ▀mė├ė┌Šų▓┐ą▐ča╗“Ė▀Š½Č╚ŲĮ┼_ą▐Å═ĪŻ
ĘĮĘ©Č■Ż║ÖCąĄ╝ė╣żŻ©Ė▀║═ą¦ĘĮĘ©Ż®
ī”ė┌Š½Č╚ę¬Ū¾╔įĄ═Ż©╚ń║ĖĮėŲĮ┼_Īóčb┼õŲĮ┼_Ż®╗“┤¾├µĘeą▐Å═Ą─ŪķørĪŻ
įOéõŻ║╩╣ė├²łķTŃŖ┤▓╗“┤¾ą═┬õĄžńMŃŖ┤▓ĪŻ
▀^│╠Ż║
īóęč┤ųš{ŲĮĄ─ŲĮ┼_╣╠Č©į┌ÖC┤▓╣żū„┼_╔ŽĪŻ
ęįŲĮ┼_▒│├µĮø▀^╝ė╣żĄ─ų„ę¬ų¦ō╬├µ╗“ĮŅ░Õū„×ķ░▓čb╗∙£╩Ż¼šęš²▓óē║ŠoĪŻ
ė├▒PŃŖĄČ╗“├µŃŖĄČī”š¹éĆ╣żū„├µ▀Mąąå╬┤╬Š½ŃŖĪŻ
ā׳cŻ║ą¦┬╩Ė▀Ż¼─▄┐ņ╦┘½@Ą├┴╝║├Ą─š¹¾wŲĮ├µČ╚ĪŻ
╚▒³cŻ║╩▄ÖC┤▓Š½Č╚Ž▐ųŲŻ¼═©│Ż─▄▀_ĄĮ0.05mm/mū¾ėęĄ─Š½Č╚Ż¼Ūę¤oĘ©ą╬│╔╣╬čą─ŪśėĄ─└ĒŽļā”ė═▒Ē├µĪŻ
ĘĮĘ©╚²Ż║čą─źŻ©š█ųąĘĮĘ©Ż®
▀mė├ė┌ųąąĪą═ŲĮ┼_╗“ī”▒Ē├µ╣ŌØŹČ╚ėąę¬Ū¾Ą─ŪķørĪŻ
▀^│╠Ż║
į┌┤¾ą═čą─źŲĮ░Õ╔Ž╗“į┌ŲĮ┼_ūį╔Ē╣żū„├µ═┐╔Žčą─źä®Ż©╚ń╠╝╗»╣ĶĪóĮäé╩»čą─źĖÓŻ®ĪŻ
═©▀^ļŖÖC“īäė╗“╚╦╣ż═Ųäė▀Mąą“8”ūųą╬▄ē█Ečą─źĪŻ
╗“╩╣ė├īŻė├ī¦▄ē─ź┤▓▀Mąą─źŽ„╝ė╣żĪŻ
ā׳cŻ║Š½Č╚Įķė┌╣╬čą║═ŃŖŽ„ų«ķgŻ¼─▄½@Ą├║▄║├Ą─▒Ē├µ┤ų▓┌Č╚ĪŻ
╚▒³cŻ║ą¦┬╩▌^Ą═Ż¼Ūęī”▓┘ū„š▀ėąę╗Č©ę¬Ū¾ĪŻ
ßśī”║ĖĮėą▐Å═ģ^ė“Ą─╠ž╩Ō╠Ä└Ē
║Ė┐pėÓĖ▀Ż║║ĖĮė║¾Ż¼║Ė┐p▒ž╚╗Ė▀ė┌─Ė▓─ĪŻį┌Š½╝ė╣żŪ░Ż¼▒ž║═ĒÜŽ╚ė├ĮŪ─źÖC╗“’LńPīó║Ė┐pėÓĖ▀┤“─źų┴┼c─Ė▓─²RŲĮ╗“┬įĄ═Ż¼Ę±ätĢ■ōpē─Š½╝ė╣żĄČŠ▀Ż©ŃŖĄČĪó╣╬ĄČŻ®ĪŻ
ė▓Č╚▓Ņ«ÉŻ║µć╗∙║Ė┐p┼cĶTĶF─Ė▓─ė▓Č╚▓╗═¼Ż¼į┌╣╬čą╗“ÖC╝ė╣żĢrĢ■ėą“┐╣ĄČ”ĖąŻ¼ąĶę¬Ė³ėąĮø“ץ─╝╝╣żüĒšŲ╬š┴”Č╚Ż¼▒ŻūCš¹¾wŲĮš¹ĪŻ
æ¬┴”ßīĘ┼Ż║Š½╝ė╣ż║¾Ż¼Į©ūhūīŲĮ┼_ņoų├24-48ąĪĢrŻ¼į┘▀Mąąę╗┤╬▒╚▌^ĮKĄ─╦«ŲĮÅ═£yĪŻę“×ķ╝ė╣ż▀^│╠┐╔─▄Ģ■ßīĘ┼▓┐ĘųÜłėÓæ¬┴”Ż¼ę²Ų╬óąĪūāą╬ĪŻ
┐éĮY┼cĮ©ūh┴„│╠
║Ė║¾╠Ä└ĒŻ║═Ļ│╔║ĖĮėĪó▒Ż£žŠÅ└õ║¾Ż¼Åž║═ĄūŪÕØŹŲĮ┼_ĪŻ
│§▓Į┤“─źŻ║ė├ĮŪ─źÖCīó╣żū„├µ╦∙ėą║Ė┐p┤“─źŲĮš¹ĪŻ
░▓čb┤ųš{ŲĮŻ║īóŲĮ┼_░▓ų├ė┌╩╣ė├╣ż╬╗Ż¼ė├╦«ŲĮāx║═ē|ĶF▀Mąą┤ųš{ŲĮŻ¼Š∙ä“╩▄┴”ĪŻ
▀xō±Š½╝ė╣żĘĮ╩ĮŻ║
Öz“×╝ēŲĮ┼_Ż║▒ž║═ĒÜ▓╔ė├╚╦╣ż╣╬čąĪŻ
ę╗░Ń║ĖĮė/čb┼õŲĮ┼_Ż║ā׎╚┐╝æ]²łķTŃŖ┤▓Š½ŃŖĪŻ
╚▒Ę”įOéõĄ─ąĪą═ŲĮ┼_Ż║┐╔ćLįć╩ų╣żčą─źĪŻ
▒╚▌^ĮKÖz£yŻ║Š½╝ė╣ż║¾Ż¼╩╣ė├╦«ŲĮāx╗“£╩ų▒āxÖz£yŲĮ├µČ╚Ż¼╩╣ė├ŲĮ░Õčą³cĘ©Öz“×Įėė|░▀³cĪŻėøõøöĄō■Ż¼▀_ĄĮś╦£╩║¾ĘĮ┐╔═Č╚ļ╩╣ė├ĪŻ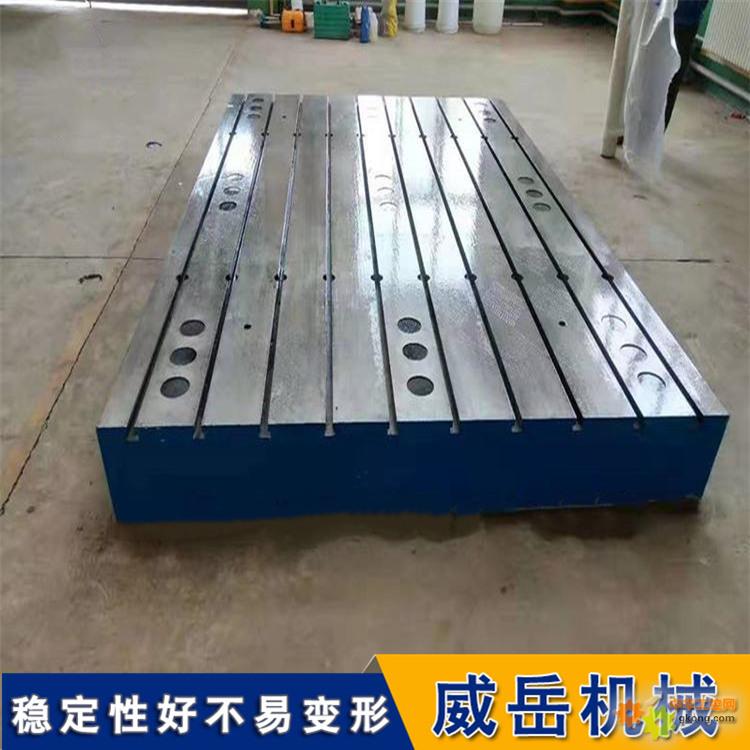
|

