ĪŠš¬ę¬Ī┐ ▒Š╬─ĮķĮB┴╦╬„ķTūėĖ·ļSš`▓Ņčaāö╣”─▄Ą─╣żū„įŁ└ĒĪóģóöĄįOų├Ż¼ęį╝░└¹ė├╦┼Ę■▄ē█EĪółAČ╚£yįćĄ╚š{š¹Īóā×╗»Ė·ļSš`▓ŅčaāöŽÓĻPģóöĄĄ─ĘĮĘ©ĪŻ└¹ė├Ė·ļSš`▓Ņčaāö╣”─▄Ż¼ūŅ┤¾Ž▐Č╚Ą─ĮĄĄ═▌å└¬Ų½▓ŅŻ¼Ė─╔Ų╝ė╣ż┘|┴┐Ż¼▀_ĄĮ╠ßĖ▀╬╗ų├Łhį÷ęµ═¼śėĄ─ą¦╣¹ĪŻ
ĪŠĻPµIį~Ī┐Ė·ļSš`▓Ņčaāö ▌å└¬š`▓Ņ ╦┼Ę■▄ē█E łAČ╚£yįć
ę╗Īóę²čį
«ööĄ┐ž²łķTńMŃŖ┤▓Ą─╬╗ų├Łhį÷굯©KvŻ®ę“Ė„ĘNįŁę“¤oĘ©╠ßĖ▀ĢrŻ¼į┌Ė▀╦┘╝ė╣żĪółA╗Ī▓ÕčaĢrŻ¼Ģ■«a╔·ę╗éĆ▌^┤¾Ą─Ė·ļSš`▓Ņ║═łAČ╚š`▓ŅŻ¼ė░Ēæ╣ż╝■Ą─╝ė╣żŠ½Č╚ĪŻį┌▓╗į÷╝ė╬╗ų├Łhį÷굯©KvŻ®Ą─ŪķørŽ┬Ż¼×ķ£p╔┘╝ė╣żš`▓Ņ,╬ęéā╩╣ė├┴╦╬„ķTūėĖ·ļSš`▓Ņčaāö╣”─▄Ż¼ėųĘQŪ░ü┐žųŲŻ¼╠ßĖ▀ÖC┤▓╝ė╣żŠ½Č╚ĪŻ▒Š╬─ų„ę¬ųv╩÷╦┘Č╚Ū░ü┐žųŲĪŻ
Č■Īó╣żū„įŁ└Ē
╬„ķTūėŽĄĮyĄ─Ė·ļSš`▓ŅŻ©Following ErrorŻ®ę╗░Ń╩ŪųĖ╬╗ų├ŁhĄ─╬╗ų├ŠÄ│╠ųĄ║═īŹļHųĄų«ķgĄ─▓ŅųĄŻ¼╦³Ę┤ė│┴╦ÖC┤▓äėæBĖ·ļSŠ½Č╚║═ņoæBČ©╬╗Š½Č╚ĪŻĖ·ļSš`▓Ņ║═╬╗ų├Łhį÷ęµų«ķgĻPŽĄ╩Į╚ńŽ┬Ż║
E=V/Kv
╩ĮųąŻ║ E – Ė·ļSš`▓Ņ
V – ▀\äė╦┘Č╚
Kv – ╬╗ų├Łhį÷ęµ
ė╔╔Ž╩Į┐╔ęŖŻ¼«ö╬╗ų├Łhį÷굯©KvŻ®┤_Č©║¾Ż¼Ė·ļSš`▓Ņ┼c▀\äė╦┘Č╚│╔š²▒╚Ż¼╝┤╦┘Č╚įĮ┤¾š`▓ŅįĮ┤¾ĪŻöĄ┐ž²łķTńMŃŖ┤▓ė╔ė┌╩▄ÖC┤▓é„äėäéąįĪó╣╠ėąŅl┬╩Ą╚ę“╦žĄ─ė░ĒæŻ¼Ųõ╬╗ų├Łhį÷굯©KvŻ®¤oĘ©▀_ĄĮ▌^Ė▀ųĄŻ¼ę“┤╦«öĖ▀╦┘╝ė╣żĢrĢ■«a╔·▌^┤¾Ą─Ė·ļSš`▓ŅŻ¼ĮĄĄ═ÖC┤▓╝ė╣żŠ½Č╚ĪŻį┌▓╗į÷╝ė╬╗ų├Łhį÷굥─ŪķørŽ┬Ż¼×ķ£pąĪ╔Ž╩÷š`▓ŅŻ¼╬„ķTūė╠ß╣®┴╦Ė·ļSš`▓Ņčaāö╣”─▄Ż©Fllowing error compensationŻ®,ėųĘQŪ░ü┐žųŲŻ©Feedforward controlŻ®Ż¼═©▀^įō╣”─▄┐╔īóĖ·ļSš`▓ŅĮĄĄĮĮėĮ³ė┌┴ŃŻ¼▀_ĄĮ╠ßĖ▀╬╗ų├Łhį÷ęµ═¼śėĄ─ą¦╣¹ĪŻ╬„ķTūėŪ░ü┐žųŲėąā╔ĘNŻ¼ę╗ĘN╩Ū┼żŠžŪ░ü┐žųŲŻ¼ę╗ĘN╩Ū╦┘Č╚Ū░ü┐žųŲŻ¼┤¾▓┐Ę▌╩Ū▓╔ė├╦┘Č╚Ū░ü┐žųŲŻ¼▒Š╬─ų„ę¬ĻU╩÷╦┘Č╚Ū░üĄ─š{įć╝░ā×╗»ĪŻŲõ╣żū„įŁ└Ē╚ńłD1:

łD1 ╦┘Č╚Ū░ü┐žųŲ
╚²ĪóĖ·ļSš`▓Ņčaāö╣”─▄Ą─╔·ą¦ĘĮ╩ĮŻ║
Ė·ļSš`▓ŅčaāöĄ─╔·ą¦ĘĮ╩ĮŻ¼┐╔ęį═©▀^ģóöĄ $MA_FFW_ACTIVATION_MODEŻ¼įO×ķ┐é╩Ūėąą¦╗“š▀═©▀^│╠ą“ųĖ┴Ņ▀xō±ėąą¦Ż¼═©│Ż▀xō±═©▀^ŠÄ│╠ųĖ┴Ņ▀xō±ėąą¦ĪŻ
Ė·ļSš`▓Ņčaāö╔·ą¦ĘĮ╩ĮŻ║
MD32630 $MA_FFW_ACTIVATION_MODE = 0 Ż╗Ū░ü┐žųŲ┐é╩Ūėąą¦
= 1 Ż╗į┌│╠ą“ųąė├ųĖ┴Ņ▀xō±╩Ūʱėąą¦
ŠÄ│╠ųĖ┴ŅŻ║ FFWON/FFWOFF Ė·ļSš`▓Ņčaāö╔·ą¦/¤oą¦Ż╗
MD20150ĪŠ23Ī┐=2 ═©Ą└Å═╬╗║¾╔·ą¦
╦─ĪóĖ·ļSš`▓Ņčaāö╣”─▄Ą─ģóöĄįOų├╝░ā×╗»Ż║
ūóŻ║į┌╩╣ė├Ė·ļSš`▓Ņčaāö╣”─▄ų«Ū░Ż¼Ė„ÖC┤▓▌SĄ─╬╗ų├ŁhĪó╦┘Č╚ŁhĪóļŖ┴„ŁhąĶĮø▀^ā×╗» ŻĪ
1.Ė·ļSš`▓Ņčaāö╣”─▄Ą─ŽÓĻPģóöĄ
MD32610 VELO_FFW_WEIGHT
MD32620 $MA_FFW_MODE Ż╗Ū░ü┐žųŲĘĮ╩Į 3Ż║╦┘Č╚Ū░ü 4Ż║┼żŠžŪ░ü
MD32630 $MA_FFW_ACTIVATION_MODE Ż╗Ū░ü╔·ą¦ĘĮ╩Į
MD32810 $MA_EQUIV_SPEEDCTRL_TIME Ż╗╦┘Č╚ŁhĄ╚ą¦Ģrķg│ŻöĄ
2.╦┘Č╚ŁhĄ╚ą¦Ģrķg│ŻöĄĄ─š{š¹┼cā×╗»
╦┘Č╚Ū░ü┐žųŲųą╬©ę╗ąĶę¬ā×╗»š{š¹Ą─ģóöĄ╩Ū╦┘Č╚ŁhĄ╚ą¦Ģrķg│ŻöĄMD32810 $MA_EQUIV_SPEEDCTRL_TIMEĪŻš{š¹Īóā×╗»įōģóöĄūŅ║å▒ŃĄ─ĘĮĘ©Š═╩Ūū÷╬╗ų├ŁhļA▄SĒææ¬Ą─╠žąįŻ¼└¹ė├╦┼Ę■▄ē█E£y┴┐╬╗ų├ĮoČ©ųĄ║═╬╗ų├īŹļHųĄų«ķgĄ─▓ŅųĄŻ©╠žäe╩Ūį┌╬╗ų├īŹļHųĄĄĮ▀_─┐ś╦ųĄŪ░20μmĄ─╠žąįŻ®Ż¼Ė∙ō■▌SĄ─Č©╬╗╠žąįŻ¼īóŲõš{š¹Īóā×╗»ų┴ūŅ╝čųĄĪŻ×ķ½@Ą├┴╝║├Ą─čaāöą¦╣¹Ż¼▒žĒÜīó$MA_EQUIV_SPEEDCTRL_TIME£╩┤_Ą─įOų├į┌ÖC┤▓öĄō■ųąŻ¼įōųĄįĮąĪ╦┘Č╚Ū░ü┐žųŲĄ─ū„ė├įĮÅŖĪŻ
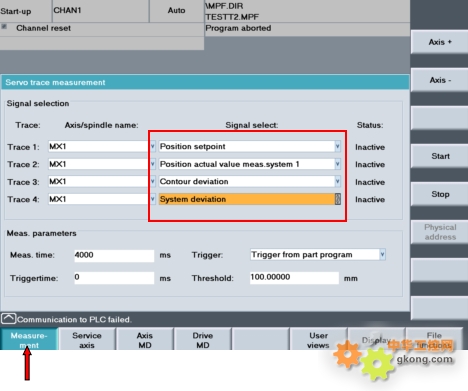
1)£yįć│╠ą“Ż║Ż©ęįX▌S×ķ└²Ż®
į┌ĪŠAuto.Ī┐╗“ĪŠMDAĪ┐ĘĮ╩ĮŽ┬Ż¼▀xō±ł╠ąąŽ┬╩÷│╠ą“Ż║
FFWON
SOFT
LAB:
G01 X210 Fxxxx ; ▌SĄ─ūŅ┤¾▀MĮo╦┘Č╚
G04 F0.5
$AA_SCTRACE[X]=1 Ż╗trigger for servo trace
X260
G04 F0.5
GOTOB LAB
M30
2)£yįćĘĮĘ©
└¹ė├╦┼Ę■▄ē█E╣”─▄Ż©╚ńłD2Ż®Ż¼▀xō±“£y┴┐”▌ö╚ļ£y┴┐ā╚╚▌Ż©╚ńłD3Ż®░┤ĪŠNC StartĪ┐µIŻ¼ł╠ąą│╠ą“║═£y┴┐ Ė∙ō■£yįćŪ·ŠĆŻ©╚ńłD4Ż®Ż¼Ęų╬÷ÖC┤▓▌SĄ─Č©╬╗╠žąįŻ¼š{š¹ģóöĄ$MA_EQUIV_SPEEDCTRL_TIMEĪŻ

łD2 ╦┼Ę■▄ē█E
łD 3 £y┴┐ā╚╚▌

łD4 £yįćŪ·ŠĆ
3)╬╗ų├ŁhļA▄SĒææ¬Ū·ŠĆĄ─Ęų╬÷┼cģóöĄā×╗»Ż║Ż©ęįX▌S×ķ└²Ż®
į┌╦┘Č╚Ū░ü▓╗╔·ą¦ĀŅæBŽ┬Ż¼£y┴┐▌SĄ─╬╗ų├īŹļHųĄĪóŠÄ│╠ųĄĪó▌å└¬š`▓Ņ║═ŽĄĮyš`▓ŅŻ¼╚ńłD5Ż║
MD 32620 $MA_FFW_MODE 0
MD 32810 $MA_EQUIV_SPEEDCTRL_TIME 0.0

łD5 Ū░ü▓╗╔·ą¦Ģr£yįćŪ·ŠĆ
╝ż╗Ņ╦┘Č╚Ū░ü┐žųŲŻ¼£yįć▌SĄ─╬╗ų├īŹļHųĄĪóŠÄ│╠ųĄĪó▌å└¬š`▓Ņ║═ŽĄĮyš`▓ŅĪŻ
ģóöĄįOų├Ż║
MD 32610 VELO_FFW_WEIGHT 1.0
MD 32620 $MA_FFW_MODE 3
MD 32810 $MA_EQUIV_SPEEDCTRL_TIME 0.0025
MD 32431 $MA_MAX_AX_JERK 80
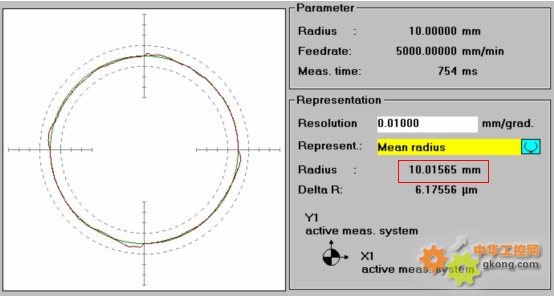
£yįćŪ·ŠĆ╚ńłD6╦∙╩ŠŻ¼«ö▌SęŲäėĄĮ─┐ś╦╬╗ų├Ū░Č©╬╗│╔┼└ąąĀŅæBŻ¼šf├„MD 32810 $MA_EQUIV_SPEEDCTRL_TIME įOČ©ųĄ▀^┤¾Ż¼æ¬£pąĪĪŻ

łD6 Ū░ü╔·ą¦ĢrĄ─Ēææ¬Ū·ŠĆ1
ģóöĄįOų├Ż║
MD 32610 VELO_FFW_WEIGHT 1.0
MD 32620 $MA_FFW_MODE 3
MD 32810 $MA_EQUIV_SPEEDCTRL_TIME 0.0018
MD 32431 $MA_MAX_AX_JERK 80
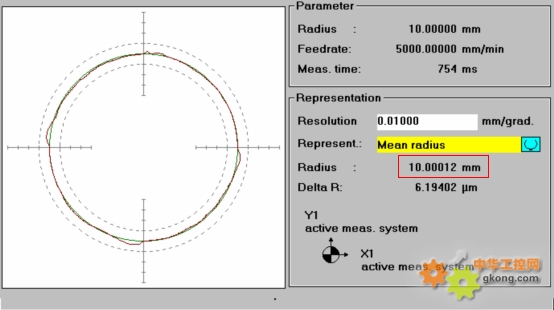
£yįćŪ·ŠĆ╚ńłD7╦∙╩ŠŻ¼«ö▌SęŲäėĄĮ─┐ś╦╬╗ų├Ū░Ż¼ėą╬╗ų├│¼š{¼FŽ¾Ż¼šf├„MD 32810 $MA_EQUIV_SPEEDCTRL_TIME įOČ©ųĄ▀^ąĪŻ¼æ¬į÷┤¾ĪŻ

łD 7 Ū░ü╔·ą¦ĢrĄ─Ēææ¬Ū·ŠĆ2
ģóöĄįOų├Ż║
MD 32610 VELO_FFW_WEIGHT 1.0
MD 32620 $MA_FFW_MODE 3
MD 32810 $MA_EQUIV_SPEEDCTRL_TIME 0.002
MD 32431 $MA_MAX_AX_JERK 80
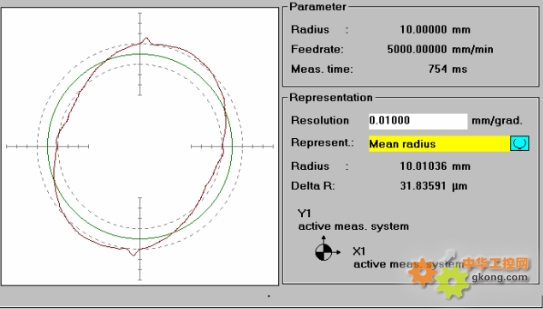
╚ńłD8╦∙╩ŠŻ║«ö▌SęŲäėĄĮ─┐ś╦╬╗ų├ĢrŻ¼¤o│¼š{║═┼└ąą¼FŽ¾Ż¼šf├„MD 32810 $MA_EQUIV_SPEEDCTRL_TIMEā×╗»ų┴ūŅ╝čĀŅæBĪŻ

łD8 Ū░ü╔·ą¦ĢrĄ─Ēææ¬Ū·ŠĆ3
░┤šš╔Ž╩÷▓Į¾EŻ¼ų┤╬ā×╗»ÖC┤▓Ė„▓Õča▌SĄ─╦┘Č╚ŁhĄ╚ą¦Ģrķg│ŻöĄŻ¼╚╗║¾╚ĪĖ„▓Õča▌S $MA_EQUIV_SPEEDCTRL_TIME Ą─ūŅ┤¾ųĄŻ¼įO×ķĖ„▓Õča▌S╦┘Č╚ŁhĄ╚ą¦Ģrķg│ŻöĄĪŻ
ūóŻ║╦∙ėą▓Õča▌S╔Ž╩÷ģóöĄæ¬įOų├│╔ŽÓ═¼ųĄ,ʱätį┌ł╠ąąłA╗Ī▓ÕčaĢrŻ¼Ģ■ī¦ų┬łAČ╚ūā│╔ÖEłAĪŻ
╬ÕĪółAČ╚£yįćŻ║
īó╦┘Č╚Ū░ü┐žųŲā×╗»š{š¹║¾Ż¼ąĶ╩╣ė├łAČ╚£yįć╣”─▄Ż¼į┌Ū░ü┐žųŲ╣”─▄╔·ą¦Ą─ĀŅæBŽ┬Ż¼ī”▓Õča▌SĄ─äėæB╠žąį▀MąąĘų╬÷║═įu╣└ĪŻ
└²Ż║ęįXY▌S×ķ└²
1.£yįć│╠ą“
FFWON ; ╝ż╗ŅŪ░ü┐žųŲ
SOFT
G17 ; ▀xō±XYŲĮ├µ
G91 ; į÷┴┐
G02 I10 J0 F5000 TURN=30 ; R=10mm V=5000mm/min ųžÅ═ł╠ąą30┤╬
M30
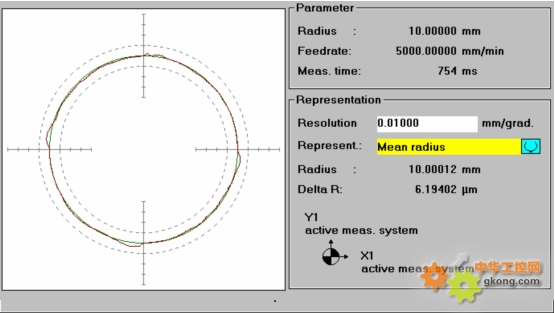
2.£yįćĮY╣¹
łD9 XY łAČ╚£yįćŪ·ŠĆ1
Ū░ü┐žųŲ╣”─▄╔·ą¦║¾Ż¼ū÷łAČ╚£yįćĢrŻ¼═©│ŻłAĄ─īŹļH░ļÅĮĢ■▀^┤¾Ż©╚ńłD9Ż®Ż¼┤╦¼FŽ¾┐╔═©▀^š{š¹äėæBŲź┼õĒææ¬Ģrķg$MA_DYN_MATCH_TIME╗“╝ė╝ė╦┘×V▓©Ų„Ģrķg│Ż┴┐MD32410 $MA_AX_JERK_TIMEģóöĄ▀Mąąą▐š²ĪŻ
═©▀^ā×╗»äėæBŲź┼õĢrķg│ŻöĄŻ¼ą▐š²łAČ╚Ą─┤¾ąĪ X Y
32200 POSCTRL_GAIN 3.2 3.2
32610 VELO_FFW_WEIGHT 1.0 1.0
32620 FFW_MODE 3 3
32810 EQUIV_SPEEDCTRL_TIME 0.002 0.002
32900 DYN_MATCH_ENABLE 1 1
32910 DYN_MATCH_TIME 0.0062 0.0062
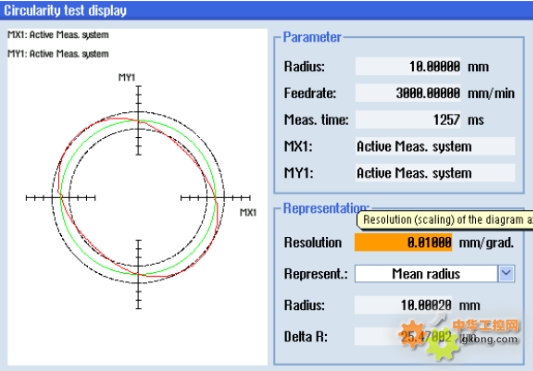
═©▀^ģóöĄ $MA_DYN_MATCH_ENABLE ╝ż╗ŅäėæBŲź┼õ╣”─▄Ż¼▓óĖ∙ō■Ė∙ō■łAČ╚£yįćĄ─ĮY╣¹ā×╗»š{š¹ $MA_DYN_MATCH_TIME äėæBŲź┼õĢrķg│ŻöĄĄ─┤¾ąĪŻ¼ų▒ų┴łAĄ─īŹļH░ļÅĮ┼cŠÄ│╠░ļÅĮĄ─▓Ņį┌Š½Č╚ę¬Ū¾ĘČć·ų«ā╚Ż¼╚ńłD10Ż║
łD10 XYłAČ╚£yįć2
╦∙ėą▓Õča▌SĄ─äėæBŲź┼õĢrķg│ŻöĄ$MA_DYN_MATCH_ENABLE æ¬įOų├×ķŽÓ═¼öĄųĄŻ¼╚ń╣¹▓╗═¼ätė░ĒæłAų▄ą╬ĀŅŻ¼╚ńłD11Ż║
X Y
32200 POSCTRL_GAIN 3.2 3.2
32610 VELO_FFW_WEIGHT 1.0 1.0
32620 FFW_MODE 3 3
32810 EQUIV_SPEEDCTRL_TIME 0.002 0.002
32900 DYN_MATCH_ENABLE 1 1
32910 DYN_MATCH_TIME 0.0035 0.0037
łD11 XYłAČ╚£yįć3
═©▀^š{š¹▌Sø_ō¶Ž▐ųŲ×V▓©Ų„Ģrķg│ŻöĄMD32410 $MA_AX_JERK_TIMEŻ¼ą▐š²łAĄ─┤¾ąĪ
═©▀^ģóöĄ$MA_AX_JERK_ENABLE╝ż╗Ņ╝ė╦┘Č╚ūā╗»┬╩ĢrķgŻ¼▓ó▀xō±╝ė╦┘Č╚ūā╗»┬╩─Ż╩Į$MA_AX_JERK_MODEŻ¼Į©ūh╩╣ė├32402 AX_JERK_MODE=2Ż¼ł╠ąą╔ŽļŖÅ═╬╗▓┘ū„Ż¼╝ż╗Ņ╔Ž╩÷įOų├ĪŻł╠ąąłAČ╚£yįć│╠ą“Ż¼Ė∙ō■£yįćĮY╣¹ā×╗»ģóöĄ$MA_AX_JERK_TIMEĄ─┤¾ąĪŻ¼š{š¹łAīŹļH┤¾ąĪų┴ę¬Ū¾Ą─Š½Č╚ĘČć·ā╚ĪŻ╚ńłD12Ż║
X Y
32200 POSCTRL_GAIN 3.2 3.2
32610 VELO_FFW_WEIGHT 1.0 1.0
32620 FFW_MODE 3 3
32810 EQUIV_SPEEDCTRL_TIME 0.002 0.002
32900 DYN_MATCH_ENABLE 0 0
32400 AX_JERK_ENABLE 1 1
32402 AX_JERK_MODE 2 2
32410 AX_JERK_TIME 0.023 0.023
łD12 XYłAČ╚£yįć4
╚ń╣¹▓Õča▌SĄ─╝ė╦┘Č╚ūā╗»┬╩ĢrķgįOų├▓╗═¼Ż¼ätłAų▄ą╬ĀŅĢ■╩▄ĄĮė░ĒæŻ¼╚ńłD13Ż║
X Y
32400 AX_JERK_ENABLE 1 1
32402 AX_JERK_MODE 2 2
32410 AX_JERK_TIME 0.023 0.025
łD 13 XYłAČ╚£yįć5
┴∙ĪóĮYšZŻ║
═©▀^╩╣ė├╬„ķTūė840DöĄ┐žŽĄĮyĄ─Ė·ļSš`▓Ņčaāö╣”─▄,╩╣╬ę╣½╦Š╔·«aĄ─3x6├ūöĄ┐žČ©┴║²łķTńMŃŖ┤▓╝ė╣ż─ŻŠ▀ĢrŻ¼į┌łA╗ĪĪó╣šĮŪĄ╚╝ė╦┘Č╚░l╔·ūā╗»Ą─ĄžĘĮŻ¼▌å└¬Ų½▓ŅĮĄĄ═┴╦0.03Ī½0.05mm,▀_ĄĮ╠ßĖ▀╬╗ų├Łhį÷굥─ŽÓ═¼ą¦╣¹Ż¼Ė─╔Ų╝ė╣ż┘|┴┐,ØMūŃ┴╦ÖC┤▓Ą─Š½Č╚╝░╝ė╣żę¬Ū¾ĪŻ
ģó┐╝╬─½I
╬„ķTūė Optimization of the feedforward control
╬„ķTūė CN_840D slš{įć╬─ÖnV45_201404

