š¬ę¬Ż║▒Š╬─ĮķĮB┴╦æ¬(y©®ng)ė├SINUMERIK 840D slöĄ(sh©┤)┐žŽĄĮy(t©»ng)īŹ(sh©¬)¼F(xi©żn)╬Õ▌S┬ō(li©ón)äė(d©░ng)╚~Ų¼╝ė╣żųąą─ļŖÜŌ┐žųŲĄ─ĘĮ░ĖŻ¼ųž³c(di©Żn)ĻU╩÷┴╦▓╔╚ĪČÓ▓▀┬įĮM║ŽĄ─ĘĮ╩ĮŻ¼īóŅ^╬▓╝▄Ą─┐žųŲ▓▀┬įė╔å╬ę╗Ą─²łķT▌S┐žųŲĖ─×ķčbŖAĢr(sh©¬)ļSäė(d©░ng)┐žųŲĪó┤ų╝ė╣żĢr(sh©¬)ų„Å─±Ņ║ŽĪóŠ½╝ė╣żĢr(sh©¬)ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╚²ĘNĘĮ╩ĮŽÓĮY(ji©”)║ŽĄ─ą╬╩ĮŻ¼┐╦Ę■å╬ę╗▓▀┬į┤µį┌Ą─å¢Ņ}Ż¼ØMūŃ╚~Ų¼į┌čbŖAĪó┤ų╝ė╣żęį╝░Š½╝ė╣ż▀^│╠Ą─▓╗═¼ąĶŪ¾Ż¼ęįĖ─╔ŲÖC(j©®)┤▓Ą─ąį─▄Ż¼╩╣Ųõ▓┘ū„Ė³▒ŃĮ▌ĪóĖ³ųŪ─▄Ż¼═¼Ģr(sh©¬)╠ßĖ▀┴╦╚~Ų¼Ą─╝ė╣żą¦┬╩╝░ŪąŽ„┘|(zh©¼)┴┐ĪŻ
ĻP(gu©Īn)µIį~Ż║SINUMERIK 840D sl ļSäė(d©░ng)┐žųŲ ų„Å─±Ņ║Ž ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž ╚╦ÖC(j©®)Įń├µ
ę╗ĪóĒŚ(xi©żng)─┐║åĮķ
XKH ŽĄ┴ą╬Õ▌S┬ō(li©ón)äė(d©░ng)╚~Ų¼╝ė╣żųąą─╩Ū▒▒Š®ÖC(j©®)ļŖį║ÖC(j©®)┤▓ėąŽ▐╣½╦Šæ¬(y©®ng)ė├ūįų„╝╝ąg(sh©┤)Ż¼ĮY(ji©”)║Ž╚~Ų¼┴Ń╝■╝ė╣ż╠ž³c(di©Żn)Ż¼ūįų„įO(sh©©)ėŗ(j©¼)ķ_░l(f©Ī)Ą─īŻśI(y©©)╚~Ų¼╝ė╣żÖC(j©®)┤▓Ż¼ęč│╔╣”į┌ć°ā╚(n©©i)īŹ(sh©¬)¼F(xi©żn)┼·┴┐æ¬(y©®ng)ė├Ż¼ė├æ¶░³└©¢|ĘĮŲ¹▌åÖC(j©®)ÅSĪó¤oÕa╚~Ų¼ÅSĪó└Ķ├„░l(f©Ī)äė(d©░ng)ÖC(j©®)╣½╦ŠĄ╚ų„ÖC(j©®)ÅSŻ¼ęį╝░×ķų„ÖC(j©®)ÅS▀M(j©¼n)ąą┼õ╠ū╝ė╣żĄ─īŻśI(y©©)╚~Ų¼╝ė╣żÅSĪŻ
▒Š╬─ĮķĮBĄ─╬Õ▌S╚~Ų¼╝ė╣żųąą─Ż¼╩Ū▒Š╣½╦Šį┌ģó╝ė¤oÕa═ĖŲĮ╚~Ų¼ÅSĀ┐Ņ^│ąō·(d©Īn)Ą─ć°╝ę┐Ų╝╝ųž┤¾īŻĒŚ(xi©żng)šnŅ}“ć°«a(ch©Żn)Ė▀ÖnöĄ(sh©┤)┐žÖC(j©®)┤▓į┌╚~Ų¼╝ė╣żųąĄ─╩ŠĘČæ¬(y©®ng)ė├”ųąŻ¼Ė∙ō■(j©┤)¤oÕa╚~Ų¼ÅSī”╚~Ų¼╝ė╣żÖC(j©®)┤▓Ą─ę¬Ū¾Ż¼į┌įŁėą«a(ch©Żn)ŲĘĄ─╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąąįO(sh©©)ėŗ(j©¼)ķ_░l(f©Ī)Ą─Ż¼ÖC(j©®)┤▓ą═╠¢×ķXKH800ZŻ¼ÖC(j©®)┤▓═Ōė^╚ńłD1╦∙╩ŠĪŻ
XKH800Z╬Õ▌S┬ō(li©ón)äė(d©░ng)╚~Ų¼╝ė╣żųąą─▓╔ė├┴óų∙ęŲäė(d©░ng)ĮY(ji©”)śŗ(g©░u)Ż¼╬Õ▌S┬ō(li©ón)äė(d©░ng)Ż¼╦∙ėąū°ś╦(bi©Īo)╚½ķ]Łh(hu©ón)┐žųŲŻ¼ÖC(j©®)┤▓╣żū„┼_(t©ói)čžX▌SŠĆū¾ėę▀\(y©┤n)äė(d©░ng)Ż¼┴óų∙čžY▌SŪ░║¾ęŲäė(d©░ng)Ż¼ų„▌SčžZ▌S╔ŽŽ┬ęŲäė(d©░ng)▓óć·└@╗ž▐D(zhu©Żn)ųąą─▀M(j©¼n)ąąö[äė(d©░ng)Ż©B▌SŻ®Ż¼Z▌S▓╔ė├ļpĮzĖ▄▀M(j©¼n)ąą═¼▓Į“ī(q©▒)äė(d©░ng)Ż©Z1Ż¼Z2)Ż¼B▌Sė╔┴”ŠžļŖÖC(j©®)ų▒Įė“ī(q©▒)äė(d©░ng)Ż╗Ņ^╝▄Ż©A1▌SŻ®║═╬▓╝▄Ż©A2▌SŻ®░▓čbį┌╣żū„┼_(t©ói)╔ŽŻ¼Š∙▓╔ė├┴”ŠžļŖÖC(j©®)ų▒Įė“ī(q©▒)äė(d©░ng)Īó═¼▓Į╗ž▐D(zhu©Żn)Ż¼═¼Ģr(sh©¬)Ż¼╬▓╝▄į┌╣żū„┼_(t©ói)╔Ž═©▀^U▌S┐╔ęįĖ∙ō■(j©┤)┴Ń╝■│▀┤ńĄ─▓╗═¼▀M(j©¼n)ąąš{(di©żo)š¹Ż¼ŪąŽ„Ģr(sh©¬)Ņ^╬▓╝▄ät═©▀^ę║ē║▀M(j©¼n)ąąµiŠoĪŻ

łD1Ż║XKH800Z═Ōė^łD
Č■ĪóöĄ(sh©┤)┐žŽĄĮy(t©»ng)┼õų├
XKH800Z╬Õ▌S┬ō(li©ón)äė(d©░ng)╚~Ų¼╝ė╣żųąą─ėą5éĆ(g©©)ų▒ŠĆ▌SŻ©XŻ¼YŻ¼Z1Ż¼Z2Ż¼UŻ®Ż¼3éĆ(g©©)ą²▐D(zhu©Żn)▌SŻ©A1Ż¼A2Ż¼BŻ®║═1éĆ(g©©)ų„▌SŻ©SP1Ż®Ż¼╣▓9éĆ(g©©)▌SąĶę¬┐žųŲĪŻÖC(j©®)┤▓▀xė├ SINUMERIK 840D slöĄ(sh©┤)┐žŽĄĮy(t©»ng)Ż¼ė╔ė┌┐žųŲ▌SöĄ(sh©┤)▌^ČÓŻ¼įO(sh©©)ėŗ(j©¼)═©▀^▀BĮėNX─ŻēKį÷ÅŖ(qi©óng)ŽĄĮy(t©»ng)Ą─“ī(q©▒)äė(d©░ng)┐žųŲąį─▄Ż¼ę“┤╦Ż¼┐žųŲĘų×ķā╔▓┐ĘųŻ¼ę╗╩Ū═©▀^NCU720.3īŹ(sh©¬)¼F(xi©żn)ī”Y▌SĪóU▌SĪóX▌SĪóB▌SĪóSP▌SĄ─┐žųŲŻ¼Č■╩Ū═©▀^NX15.3─ŻēKīŹ(sh©¬)¼F(xi©żn)ī”Z1▌SĪóZ2▌SĪóA1▌SĪóA2▌SĄ─┐žųŲŻ¼┐žųŲ┐“╝▄łD╚ńłD2╦∙╩ŠĪŻ
1Īó┐žųŲå╬į¬NCU720.3
┐žųŲå╬į¬NCU720.3┐žųŲ5éĆ(g©©)▌SŻ¼═©▀^DRIVE-CLiQĮė┐┌▀M(j©¼n)ąą─ŻēKķgĪó─ŻēK┼cļŖÖC(j©®)ŠÄ┤aŲ„ķgĄ─═©ėŹĪŻę“?y©żn)ķY▌SĪóU▌SĪóX▌S║═B▌S▀xė├Ą─╩Ū1FT7ŽĄ┴ąś╦(bi©Īo)£╩(zh©│n)ļŖÖC(j©®)Ż¼ļŖÖC(j©®)ūį╔ĒĦDRIVE-CLiQĮė┐┌Ż¼┐╔┼cļŖÖC(j©®)─ŻēKų▒Įė▀BĮėŻ╗Č°ų„▌SļŖÖC(j©®)▀xė├Ą┌╚²ĘĮļŖÖC(j©®)Ż¼ŠÄ┤aŲ„ą┼╠¢ąĶę¬╝ė┼õSMC20─ŻēK▀M(j©¼n)ąąą┼╠¢▐D(zhu©Żn)ōQ║¾┼cļŖÖC(j©®)─ŻēK▀M(j©¼n)ąą▀BĮėĪŻ
2Īó┐žųŲå╬į¬NX15
┐žųŲå╬į¬NX15┐žųŲ4éĆ(g©©)▌SŻ¼ ŲõųąA1ĪóA2▌S▀xė├1FW6ŽĄ┴ą┴”ŠžļŖÖC(j©®)Ż¼╩╣ė├║ŻĄ┬ØhRCN226ŠÄ┤aŲ„▀M(j©¼n)ąą╬╗ų├Öz£yŻ¼╝ė┼õ═Ō▓┐ŠÄ┤aŲ„─ŻēKSME125īóŠÄ┤aŲ„ą┼╠¢║═ļŖÖC(j©®)£žČ╚é„ĖąŲ„ą┼╠¢▐D(zhu©Żn)ōQ×ķDRIVE-CLiQą┼╠¢Ż¼Įė╚ļļŖÖC(j©®)─ŻēKĪŻ
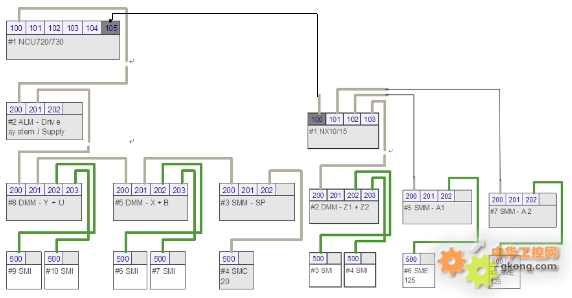
łD2Ż║▀BĮė═ž?f©┤)õĮY(ji©”)śŗ(g©░u)łD
╚²ĪóŅ^╬▓╝▄▀\(y©┤n)äė(d©░ng)┐žųŲĄ─īŹ(sh©¬)¼F(xi©żn)
1Īó═¼▓Į┐žųŲ
╚~Ų¼×ķ▒Ī▒┌ĮY(ji©”)śŗ(g©░u)Ż¼▒Š╔Ēäéąį▌^╚§Ż¼┐╣ÅØäéČ╚║═┐╣┼żäéČ╚║▄▓ŅŻ¼╝ė╣żĢr(sh©¬)╚~Ų¼Ņ^▓┐ė╔Ņ^╝▄ŖA│ųŻ¼╬▓▓┐ė╔╬▓╝▄ŖA│ųĪŻ╚ń╣¹┴Ń╝■Ą─ö[äė(d©░ng)ų╗ė╔Ņ^╝▄▀M(j©¼n)ąą“ī(q©▒)äė(d©░ng)Ż¼į┌╝ė╣żĄĮ╚~Ų¼╬▓▓┐Ģr(sh©¬)Ż¼ė╔ė┌┴Ń╝■äéČ╚▌^╚§Ż¼╝ė╣żš`▓Ņ▌^┤¾ĪŻ×ķ▒ŻūC╝ė╣żŠ½Č╚Ż¼įO(sh©©)ėŗ(j©¼)▓╔ė├┴”ŠžļŖÖC(j©®)“ī(q©▒)äė(d©░ng)Ņ^╝▄Ż©A1▌SŻ®║═╬▓╝▄Ż©A2▌SŻ®▀M(j©¼n)ąą═¼▓Į“ī(q©▒)äė(d©░ng)Ż¼ŲĄĮĖ─╔Ų╚~Ų¼į┌ŪąŽ„ĀŅæB(t©żi)Ž┬Ą─äéČ╚Ą─ū„ė├Ż¼═¼Ģr(sh©¬)▓╔ė├Ė▀Š½Č╚ĮŪČ╚ŠÄ┤aŲ„▀M(j©¼n)ąąķ]Łh(hu©ón)┐žųŲŻ¼ęį╠ßĖ▀▀\(y©┤n)äė(d©░ng)Š½Č╚ĪŻ
«a(ch©Żn)ŲĘūŅ│§įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)Ż¼Ņ^╝▄Ż©A1▌SŻ®║═╬▓╝▄Ż©A2▌SŻ®▀xė├GANTRY▌SĄ─┐žųŲĘĮ╩ĮŻ¼ę¬Ū¾ā╔éĆ(g©©)▌SĢr(sh©¬)┐╠▒ŻūC╬╗ų├ę╗ų┬Ż¼└Ēšō╔ŽųvŻ¼▀@ĘN╬╗ų├═¼▓Į┐žųŲ╩ŪūŅŠ½┤_Ą─ę╗ĘN═¼▓ĮĘĮ╩ĮŻ¼Ą½╩Ūį┌īŹ(sh©¬)ļH╝ė╣żĢr(sh©¬)░l(f©Ī)¼F(xi©żn)┤µį┌ā╔éĆ(g©©)å¢Ņ}Ż¼Ą┌ę╗╩Ūį┌╣ż╝■čbŖAĢr(sh©¬)Ż¼ė╔ė┌Ņ^╬▓╝▄ļŖÖC(j©®)╩ŪGANTRY▌SĄ─┐žųŲĘĮ╩ĮŻ¼╬▓╝▄ļŖÖC(j©®)į┌╬▓╝▄╗óŃQŖAŠoĄ─╦▓ķgŻ¼▓╗─▄ļSäė(d©░ng)ą²▐D(zhu©Żn)Ż¼Ģ■(hu©¼)įņ│╔╚~Ų¼┼żŪ·Ż¼ė░Ēæ║¾└m(x©┤)Ą─╝ė╣żŠ½Č╚Ż¼▓óŪę╬▓╝▄ļŖÖC(j©®)┼żŠžĢ■(hu©¼)╝ė┤¾Ż¼Š├Č°Š├ų«Ģ■(hu©¼)ė░ĒæļŖÖC(j©®)Ą─╩╣ė├ē█├³Ż╗Ą┌Č■éĆ(g©©)å¢Ņ}╩Ūį┌╚~Ų¼╝ė╣ż▀^│╠ųąŻ¼╚▌ęū«a(ch©Żn)╔·╗žÅŚŻ¼┤╦═ŌŻ¼╝ė╣żųą╚~Ų¼ā╚(n©©i)įŁėąÜłėÓæ¬(y©®ng)┴”Ģ■(hu©¼)ų▓ĮßīĘ┼Ż¼ę▓Ģ■(hu©¼)ę²Ų╚~Ų¼╝ė╣żūāą╬Ż¼ė╔ė┌╬▓╝▄ļŖÖC(j©®)▓╗─▄ļSäė(d©░ng)ą²▐D(zhu©Żn)Ż¼ī¦(d©Żo)ų┬Ņ^╬▓╝▄ļŖÖC(j©®)┼żŠž▓╗ę╗ų┬Ż¼ė░Ēæ╚~Ų¼Ą─Š½╝ė╣żŠ½Č╚ĪŻ
ßśī”╔Ž╩÷å¢Ņ}Ż¼ĮY(ji©”)║ŽSIEMENS 840D SLŽĄĮy(t©»ng)Ą─Ųõ╦³ČÓ▌S±Ņ║Ž╣”─▄Ż¼Įø(j©®ng)▀^Ę┤Å═(f©┤)ćLįć║═įć“×(y©żn)Ż¼øQČ©▓╔╚ĪČÓ▓▀┬įĮM║ŽĄ─ĘĮ╩ĮŻ¼īóŅ^╬▓╝▄Ą─┐žųŲ▓▀┬įė╔å╬ę╗Ą─GANTRY▌S═¼▓Į┐žųŲĖ─×ķčbŖAĢr(sh©¬)Ą─ļSäė(d©░ng)┐žųŲĪó┤ų╝ė╣żĢr(sh©¬)Ą─ų„Å─±Ņ║ŽĪóŠ½╝ė╣żĢr(sh©¬)Ą─ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╚²ĘNĘĮ╩ĮŽÓĮY(ji©”)║ŽĄ─ą╬╩ĮŻ¼┐╦Ę■å╬ę╗▓▀┬į┤µį┌Ą─å¢Ņ}Ż¼ØMūŃ╚~Ų¼į┌čbŖAĪó┤ų╝ė╣żęį╝░Š½╝ė╣ż▀^│╠Ą─▓╗═¼ąĶŪ¾Ż¼ęį╠ß╔²ÖC(j©®)┤▓Ą─╝ė╣żą¦┬╩║═╝ė╣żŠ½Č╚ĪŻ
╚~Ų¼╝ė╣ż╩ŠęŌłD╚ńłD3╦∙╩ŠĪŻ

łD3Ż║╚~Ų¼╝ė╣ż╩ŠęŌłD
2ĪóļSäė(d©░ng)┐žųŲŻ©follow-up modeŻ®
1Ż®ļSäė(d©░ng)┐žųŲ║åĮķ
ę╗░Ń┐žųŲĀŅæB(t©żi)Ž┬Ż¼╦┼Ę■ļŖÖC(j©®)╝ė╔Ž╩╣─▄║¾Ż¼ļŖÖC(j©®)┐┐“ī(q©▒)äė(d©░ng)Ų„“ī(q©▒)äė(d©░ng)Ż¼«a(ch©Żn)╔·┼ż┴”Ż¼╩Ū¤oĘ©ė├═Ō┴”▐D(zhu©Żn)äė(d©░ng)Ą─Ż¼öĄ(sh©┤)┐žŽĄĮy(t©»ng)Öz£yļŖÖC(j©®)Ą─╬╗ų├ęį╝░╦┘Č╚Ż¼╚ń╣¹│÷¼F(xi©żn)Ų½▓ŅŻ¼ŽĄĮy(t©»ng)Ģ■(hu©¼)ł¾(b©żo)Š»╠ß╩ŠĪŻĄ½į┌ļSäė(d©░ng)┐žųŲ─Ż╩ĮŽ┬Ż¼╦┼Ę■ļŖÖC(j©®)╩Ū┐╔ęį═©▀^═Ō┴”▐D(zhu©Żn)äė(d©░ng)Ą─Ż¼▒╚╚ńŻ¼╚╦×ķĄ─ė├╩ų╚ź▐D(zhu©Żn)äė(d©░ng)╦┼Ę■ļŖÖC(j©®)Ż¼ļŖÖC(j©®)▐D(zhu©Żn)äė(d©░ng)Ż¼ļŖÖC(j©®)£y┴┐ŽĄĮy(t©»ng)╚į╚╗╔·ą¦Ż¼╦³Ą─īŹ(sh©¬)ļH╬╗ų├ųĄę▓▒╗ėøõøŽ┬üĒŻ¼═¼Ģr(sh©¬)Å─╬╗ų├«ŗ├µ┐╔ęį┐┤ĄĮŲõū°ś╦(bi©Īo)ųĄĄ─ūā╗»Ż¼ŽĄĮy(t©»ng)▓╗Ģ■(hu©¼)ł¾(b©żo)Š»Ż¼▓óŪę«ö(d©Īng)│ĘõNĖ·ļSĘĮ╩ĮĢr(sh©¬)Ż¼ę▓▓╗ąĶę¬ī”Ė„éĆ(g©©)▀M(j©¼n)Įo▌Sųžą┬╗žģó┐╝³c(di©Żn)ĪŻ
2Ż®ļSäė(d©░ng)┐žųŲĄ─īŹ(sh©¬)¼F(xi©żn)
į┌╚~Ų¼čbŖA▀^│╠ųąŻ¼┐žųŲ▓▀┬į▓╔ė├ļSäė(d©░ng)┐žųŲ─Ż╩ĮŻ¼╬▓╝▄ļŖÖC(j©®)į┌╬▓╝▄╗óŃQŖAŠoĄ─╦▓ķgŻ¼┐╔ęįļSų°Ņ^╝▄ę╗Ųą²▐D(zhu©Żn)Ż¼▓╗Ģ■(hu©¼)įņ│╔╚~Ų¼┼żŪ·Ż╗╚~Ų¼čbŖA═Ļ│╔║¾Ż¼╚ĪŽ¹ļSäė(d©░ng)┐žųŲ─Ż╩ĮŻ¼ķ_╩╝▀M(j©¼n)ąą╝ė╣żĪŻ
╬▓╝▄ļSäė(d©░ng)ų„ę¬╩Ūį┌╚~Ų¼čbŖAĢr(sh©¬)╩╣ė├Ż¼═©▀^PLC│╠ą“Ż¼┴ŅDB3*.DBX2.1 = “0”ĪóDB3*.DBX1.4 = “1”Ż¼╝┤┐╔īŹ(sh©¬)¼F(xi©żn)ļSäė(d©░ng)┐žųŲŻ╗Ę┤ų«Ż¼┴ŅDB3*.DBX2.1 = “1”ĪóDB3*.DBX1.4 = “0”Ż¼╝┤┐╔╚ĪŽ¹ļSäė(d©░ng)┐žųŲĪŻ
3Īóų„Å─±Ņ║ŽŻ©master-slaveŻ®
1Ż®ų„Å─±Ņ║Ž╣”─▄║åĮķ
╩╣ė├ų„Å─±Ņ║ŽĘĮ╩ĮŻ¼ā╔ĮMļŖÖC(j©®)“ī(q©▒)äė(d©░ng)═©▀^ÖC(j©®)ąĄ±Ņ║ŽĄĮ═¼ę╗Ė·▌S╔ŽŻ¼ų„äė(d©░ng)▌S╝╚ėą╬╗ų├Łh(hu©ón)ę▓ėą╦┘Č╚Łh(hu©ón)┐žųŲŻ¼┐╔ęįīŹ(sh©¬)¼F(xi©żn)Š½┤_Č©╬╗Ż╗Ą½╩ŪÅ─äė(d©░ng)▌Sų╗ėą╦┘Č╚Łh(hu©ón)Ż¼Ė∙ō■(j©┤)ų„äė(d©░ng)▌SĄ─╦┘Č╚ųĖ┴ŅīŹ(sh©¬)¼F(xi©żn)╦┘Č╚Łh(hu©ón)Ą─┐žųŲŻ¼═©▀^š{(di©żo)š¹ų„Å─▌SĄ─╦┘Č╚▓Ņ═Ļ│╔ā╔“ī(q©▒)äė(d©░ng)ķg┴”Šž▌ö│÷Ą─ŲĮ║ŌĪŻų„Å─±Ņ║ŽĘĮ╩Į╩Ū▀xĒŚ(xi©żng)╣”─▄Ż¼ėåžø╠¢╩Ū6FC5800-0AM03-0YB0Ż¼ų„Å─┐žųŲįŁ└ĒłD╚ńŽ┬łD4╦∙╩ŠĪŻ
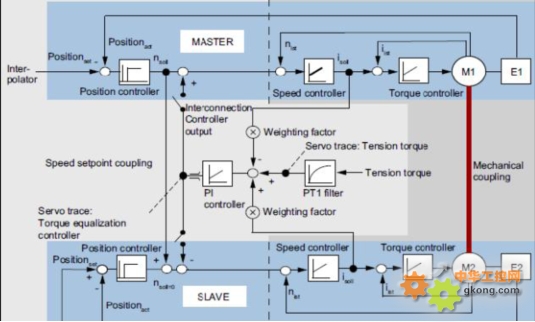
łD4Ż║ų„Å─±Ņ║Ž┐žųŲįŁ└ĒłD
į┌╚~Ų¼┤ų╝ė╣ż▀^│╠ųąŻ¼▀xė├ų„Å─±Ņ║ŽŻ¼▒M╣▄Å─äė(d©░ng)▌Sø]ėą╬╗ų├Łh(hu©ón)┐žųŲŻ¼Ą½ė╔ė┌╩Ū┤ų╝ė╣żŻ¼ī”╝ė╣żŠ½Č╚ę¬Ū¾▓╗Ė▀Ż¼╦∙ęįė░Ēæ▓╗┤¾Ż╗ų„Å─±Ņ║ŽĘĮ╩Į═©▀^┴”Šžča(b©│)āö┐žųŲŲ„ī”Ņ^Īó╬▓╝▄ļŖÖC(j©®)Ą─┴”Šž▀M(j©¼n)ąąĘų┼õŻ¼▒ŻūCŅ^Īó╬▓╝▄“ī(q©▒)äė(d©░ng)ļŖÖC(j©®)╠Äė┌ūŅ╝čĄ─┴”Šž±Ņ║ŽĀŅæB(t©żi)Ż¼┐╔ęį║▄║├Ą─ĮŌøQį┌┤ų╝ė╣ż▀^│╠ųąĄ─╚~Ų¼╝ė╣żūāą╬å¢Ņ}ĪŻ
2Ż®ų„Å─±Ņ║Ž┐žųŲĄ─īŹ(sh©¬)¼F(xi©żn)
į┌╚~Ų¼┤ų╝ė╣ż▀^│╠ųąŻ¼┐žųŲ▓▀┬į▓╔ė├ų„Å─±Ņ║Ž─Ż╩ĮŻ¼▒M╣▄Å─äė(d©░ng)▌Sø]ėą╬╗ų├Łh(hu©ón)┐žųŲŻ¼Ą½ė╔ė┌╩Ū┤ų╝ė╣żŻ¼ī”╝ė╣żŠ½Č╚ę¬Ū¾▓╗Ė▀Ż¼╦∙ęįė░Ēæ▓╗┤¾Ż╗ų„Å─±Ņ║ŽĘĮ╩Į═©▀^┴”Šžča(b©│)āö┐žųŲŲ„ī”Ņ^Īó╬▓╝▄ļŖÖC(j©®)Ą─┴”Šž▀M(j©¼n)ąąĘų┼õŻ¼▒ŻūCŅ^Īó╬▓╝▄“ī(q©▒)äė(d©░ng)ļŖÖC(j©®)╠Äė┌ūŅ╝čĄ─┴”Šž±Ņ║ŽĀŅæB(t©żi)Ż¼┐╔ęį║▄║├Ą─ĮŌøQį┌┤ų╝ė╣ż▀^│╠ųąĄ─╚~Ų¼╝ė╣żūāą╬å¢Ņ}ĪŻ
▓╔ė├ų„Å─±Ņ║Ž─Ż╩ĮĢr(sh©¬)Ż¼ų„ę¬ÖC(j©®)┤▓ģóöĄ(sh©┤)įO(sh©©)ų├╚ńŽ┬Ż║Ż©ūóŻ║ģóöĄ(sh©┤)ąĶę¬įO(sh©©)ų├į┌Å─äė(d©░ng)▌S╔ŽŻ®
MD37250 $MA_MS_ASSIGN_MASTER_SPEED_CMD = ”4”
╦┘Č╚±Ņ║ŽĄ─ų„äė(d©░ng)▌SĄ─ÖC(j©®)┤▓▌S╠¢Ż¼A1▌S×ķĄ┌4Ė∙▌SŻ╗
MD37252 $MA_MS_ASSIGN_MASTER_TORQUE_CTR = ”4”
┴”Šž±Ņ║ŽĄ─ų„äė(d©░ng)▌SĄ─ÖC(j©®)┤▓▌S╠¢Ż¼A1▌S×ķĄ┌4Ė∙▌SŻ╗
MD37253 $MA_MS_FUNCTION_MASK = ”1”
ų„Å─±Ņ║ŽįO(sh©©)ų├Ż¼sl ╔Ž═Ų╦]įO(sh©©)ų├1Ż¼MD37256ĪóMD37260╩╣ė├įO(sh©©)ų├ųĄŻ╗
MD37254 $MA_MS_TORQUE_CTRL_MODE = ”1”
┴”Šžča(b©│)āö┐žųŲŲ„Ą─▌ö│÷ĘĮ╩ĮŻ¼0Ż║▌ö│÷ĄĮų„äė(d©░ng)▌S║═Å─äė(d©░ng)▌SŻ╗ 1Ż║▌ö│÷ĄĮÅ─äė(d©░ng)▌SŻ╗
ĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪ2Ż║▌ö│÷ĄĮų„äė(d©░ng)▌SŻ╗ ĪĪĪĪĪĪĪĪ3Ż║¤o▌ö│÷Ż╗
MD37255 $ MS_TORQUE_CTRL_ACTIVATION = ”1”
┴”Šžča(b©│)āö┐žųŲŲ„Ą─╝ż╗ŅĘĮ╩ĮŻ¼0Ż║═©▀^MD37254Ż╗1Ż║═©▀^ą┼╠¢DB3*.DBX24.4Ż╗
MD37256 $ MA_MS_TORQUE_CTRL_P_GAIN = ”50”
┴”Šžča(b©│)āö┐žųŲŲ„Ą─Pį÷굯¼ĘČć·Ż║0~100Ż¼
įO(sh©©)ų├ųĄ×ķMD32000Ż©▌SūŅ┤¾╦┘Č╚Ż® / P2003Ż©Å─äė(d©░ng)▌SŅ~Č©┼żŠžŻ®Ą─░┘Ęų?j©½n)?sh©┤)Ż╗
MD37258 $ MA_MS_TORQUE_CTRL_I_TIME = ”0.1”
┴”Šžča(b©│)āö┐žųŲŲ„Ą─ĘeĘųĢr(sh©¬)ķgŻ¼į÷ęµ>0Ģr(sh©¬)Ż¼ĘeĘųĢr(sh©¬)ķgėąą¦Ż╗
MD37260 $ MA_MS_MAX_CTRL_VELO= ”100”
┴”Šžča(b©│)āö┐žųŲŲ„Ą─ūŅ┤¾╦┘Č╚Ż¼MD32000Ą─░┘Ęų▒╚Ż¼ĘČć·Ż║0~100Ż╗
MD37262 $ MA_MS_COUPLING_ALWAYS_ACTIVE = ”0”
ų„Å─±Ņ║ŽĄ─╝ż╗ŅĘĮ╩ĮŻ¼0Ż║┼RĢr(sh©¬)±Ņ║ŽŻ¼═©▀^NCųĖ┴ŅMASLON╗“Įė┐┌ą┼╠¢DB3*.DBX24.7;
ĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪ1Ż║ė└Š├±Ņ║ŽŻ¼NC╗“PLC┐žųŲ¤oą¦ĪŻ
MD37264 $ MA_MS_TENSION_TORQUE = ” 0”
ų„Å─▌SķgĄ─Åł┴”Ż¼Åł┴”×ķģó┐╝┴”ŠžĄ─░┘Ęų▒╚Ż¼š²žō(f©┤)ųĄš{(di©żo)š¹├øŠoĘĮŽ“Ż¼ĘČć·Ż║-100~100Ż╗
MD37266 $ MA_MS_TENSION_TORO _FILTER_TIME = ” 0”
Åł┴”š{(di©żo)š¹Ą─×V▓©Ų„Ģr(sh©¬)ķg│ŻöĄ(sh©┤)Ż¼ųĄ>0Ż¼Åł┴”š{(di©żo)š¹×V▓©Ų„ėąą¦Ż¼ĘČć·Ż║0~100Ż¼å╬╬╗Ż║├ļŻ╗
MD37268 $ MA_MS_ TORQUE_WEIGHT_SLAVE = ”50”
Å─▌S┴”Šžš╝┐é┴”ŠžĄ─░┘Ęų▒╚Ż¼╚¶ų„ĪóÅ─ļŖÖC(j©®)ę╗śėŻ¼įO(sh©©)×ķ50Ż¼ĘČć·Ż║0~100Ż╗
MD37270 $ MA_MS_ VELO_TOL_COARSE = ”5”
ų„Å─╦┘Č╚▓ŅĄ─┤ųČ©╬╗┤░┐┌Ż¼┤░┐┌įO(sh©©)ų├ųĄ×ķMD32000Ą─░┘Ęų▒╚Ż¼ĘČć·Ż║0~100Ż╗
MD37272 $ MA_MS_ TORQUE_ VELO_TOL_FINE = ”1”
ų„Å─╦┘Č╚▓ŅĄ─Š½Č©╬╗┤░┐┌Ż¼┤░┐┌įO(sh©©)ų├ųĄ×ķMD32000Ą─░┘Ęų▒╚Ż¼ĘČć·Ż║0~100Ż╗
MD37274 $ MA_MS_ MOTION_ DIR_REVERSE = ”0”
Ę┤Ž“Å─äė(d©░ng)▌SĄ─ęŲäė(d©░ng)ĘĮŽ“Ż¼0Ż║Å─▌S±Ņ║ŽĘĮŽ“▓╗ūāŻ╗1Ż║Å─▌S±Ņ║ŽĘĮŽ“╚ĪĘ┤ĪŻ
4ĪóÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║ŽŻ©machine coordinate system couplingŻ®
1Ż®ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž║åĮķ
į┌ÖC(j©®)┤▓ųąŻ¼╚ń╣¹ėąā╔éĆ(g©©)╗“ā╔éĆ(g©©)ęį╔ŽŽÓī”¬Ü(d©▓)┴óĄ─ÖC(j©®)┤▓Ņ^ąĶę¬═Ļ│╔ŽÓ═¼Ą─äė(d©░ng)ū„Ż¼Ą½╩Ūģs▓╗─▄═©▀^ś╦(bi©Īo)£╩(zh©│n)Ą─±Ņ║Ž╣”─▄īŹ(sh©¬)¼F(xi©żn)Ģr(sh©¬)Ż¼┐╔ęį╩╣ė├ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄īŹ(sh©¬)¼F(xi©żn)═¼▓ĮĄ─äė(d©░ng)ū„Ż¼╝┤Į©┴óĖ„ūį¬Ü(d©▓)┴óĄ─ū°ś╦(bi©Īo)ŽĄŻ¼Ė„ūįū°ś╦(bi©Īo)ŽĄŽ┬Ą─ÄūéĆ(g©©)▌Sį┌▀\(y©┤n)äė(d©░ng)Ģr(sh©¬)═©▀^╬╗ų├Öz£y║═ča(b©│)āö?sh©┤)╚╣”─▄ī?sh©¬)¼F(xi©żn)ū°ś╦(bi©Īo)▌Sų«ķgĄ─╬╗ų├═¼▓ĮĪŻį┌ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž┐žųŲŽ┬Ą─▌SŻ¼Š▀ėą╬╗ęŲ║═╦┘Č╚═¼▓Į╣”─▄Ż¼ęį═¼śėĄ─╦┘Č╚▀M(j©¼n)ąą▀\(y©┤n)äė(d©░ng)Ż¼╦┘Č╚ĘĮŽ“┐╔ęįŽÓ═¼Ż¼ę▓┐╔ęįŽÓĘ┤ Ż¼▓ó┐╔īóā╔éĆ(g©©)▌SĄ─╬╗ų├š`▓Ņ┐žųŲį┌įO(sh©©)Č©Ą─ĘČć·ā╚(n©©i)ĪŻ
ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║ŽŽ┬Ą─ų„äė(d©░ng)▌S┐╔ęįėą1éĆ(g©©)╗“š▀ČÓéĆ(g©©)Å─äė(d©░ng)▌SŻ¼Ą½╩ŪÅ─äė(d©░ng)▌S┼cų„äė(d©░ng)▌Sų«ķg▓╗─▄╗źōQŻ╗ī”ė┌Å─äė(d©░ng)▌SČ°čįŻ¼▓╗─▄╩ŪPLC▌SŻ¼ę▓▓╗─▄ū„×ķ┐žųŲ▌SŻ¼▓óŪęį┌JOG─Ż╩ĮŽ┬Ż¼Å─äė(d©░ng)▌S▓╗─▄å╬¬Ü(d©▓)äė(d©░ng)ū„ĪŻ┤╦═ŌŻ¼æ¬(y©®ng)ė├ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄Ż¼ę¬Ū¾ų„äė(d©░ng)▌S║═Å─äė(d©░ng)▌S▒žĒÜ═¼╩Ūą²▐D(zhu©Żn)▌S╗“═¼╩Ūų▒ŠĆ▌SŻ¼Ūęų„äė(d©░ng)▌S║═Å─äė(d©░ng)▌S▓╗─▄╩Ū▐D(zhu©Żn)ōQ▌SŻ¼ų„▌S▓╗─▄╩╣ė├ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄ĪŻ
ąĶę¬╠žäeūóęŌĄ─╩ŪŻ¼ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄Ą─╝ż╗Ņ║═ĻP(gu©Īn)ķ]Ż¼╩Ū▓╗┐╔ęį═©▀^PLCĮė┐┌ą┼╠¢┐žųŲĄ─Ż¼ų╗─▄═©▀^NCųĖ┴ŅCC_COPON║═CC_COPOFF┤“ķ_╗“ĻP(gu©Īn)ķ]ĪŻ╝ż╗ŅÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄║¾Ż¼į┌▌Sį\öÓ«ŗ├µŽ┬┐╔ęį┐┤ĄĮŻ¼Å─äė(d©░ng)▌SĄ─┐žųŲĀŅæB(t©żi)ė╔╦┘Č╚┐žųŲĖ─×ķ╬╗ų├┐žųŲĪŻ
ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╩Ū▀xĒŚ(xi©żng)╣”─▄Ż¼ėåžø╠¢×ķ6FC5800-0AM72-0YB0Ż¼▀@éĆ(g©©)ę╗éĆ(g©©)▀xĒŚ(xi©żng)░³Ż¼╝ż╗Ņ╩┌ÖÓ(qu©ón)Ģr(sh©¬)ąĶę¬═¼Ģr(sh©¬)▀xųą▀@éĆ(g©©)ėåžø╠¢Ż¼ęį╝░6FC5800-0AM23-0YB0Ż¼╣”─▄▓┼┐╔ęį╔·ą¦ĪŻ
į┌Ž┬łD5ųąŻ¼ÖC(j©®)┤▓Ņ^1║═ÖC(j©®)┤▓Ņ^2Ęųäeė╔5éĆ(g©©)ū°ś╦(bi©Īo)▌S“ī(q©▒)äė(d©░ng)Ż¼Ųõį┌ÖC(j©®)ąĄ╔ŽķgĮėŽÓ▀BŻ¼ōĒėąĖ„ūį¬Ü(d©▓)┴óĄ─ū°ś╦(bi©Īo)ŽĄŻ¼ā╔éĆ(g©©)ū°ś╦(bi©Īo)ŽĄŽ┬Ą─ Y║═Y2ĪóZ║═Z2ĪóW║═W2ĪóA║═A2ęį╝░C║═C2Ż¼▀@5ī”ū°ś╦(bi©Īo)▌SŠ∙┐╔═©▀^ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄīŹ(sh©¬)¼F(xi©żn)±Ņ║Ž┐žųŲĪŻ
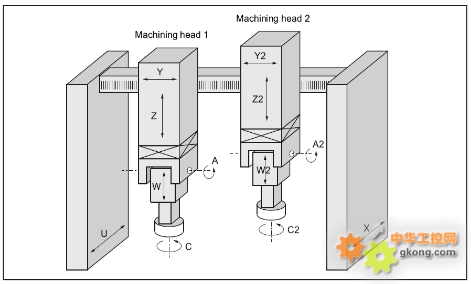
łD5Ż║ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╩ŠęŌłD
2Ż®ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄Ą─īŹ(sh©¬)¼F(xi©żn)
╚~Ų¼Š½╝ė╣żĢr(sh©¬)Ż¼ī”Ņ^Īó╬▓╝▄ļŖÖC(j©®)Ą─Č©╬╗Š½Č╚ėąų°ć└(y©ón)Ė±ę¬Ū¾Ż¼ę“┤╦▓╔ė├ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╣”─▄Ż¼Ą½įō╣”─▄╩Ū▓╗┐╔ęį═©▀^PLCĮė┐┌ą┼╠¢┐žųŲĄ─Ż¼ų╗─▄═©▀^NCųĖ┴ŅCC_COPON║═CC_COPOFF┤“ķ_╗“ĻP(gu©Īn)ķ]Ż¼╚ń╣¹├┐┤╬Č╝į┌│╠ą“ųą▌ö╚ļ▀@ÄūéĆ(g©©)ųĖ┴Ņ▒╚▌^┬ķ¤®Ż¼ę“┤╦╩╣ė├M┤·┤aš{(di©żo)ė├ĪŻ┤╦═ŌŻ¼│÷ė┌░▓╚½Ą─┐╝æ]Ż¼│²┴╦į┌╚~Ų¼čbŖAĄ─▀^│╠ųąŻ¼╬▓╝▄┐╔ęįļSäė(d©░ng)Ż¼ŲõėÓĀŅæB(t©żi)Ž┬Ż¼Ņ^Īó╬▓╝▄Č╝╩Ūį┌═¼▓ĮĀŅæB(t©żi)Ż¼ę“┤╦į┌ė├M┤·┤a┤“ķ_╗“╩ŪĻP(gu©Īn)ķ]ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║ŽĄ─═¼Ģr(sh©¬)Ż¼æ¬(y©®ng)įōŽÓæ¬(y©®ng)Ą─ĻP(gu©Īn)ķ]╗“╩Ū┤“ķ_ų„Å─±Ņ║Ž╣”─▄ĪŻ
═©ė├ģóöĄ(sh©┤)įO(sh©©)ų├╚ńŽ┬Ż║
MD10715 [5] $ MN_M_NO_FCT_CYCLE = ”65”
MD10715 [6] $ MN_M_NO_FCT_CYCLE = ”66”
MD10716 [5] $ MN_M_NO_FCT_CYCLE_NAME = ” L65_MCSON”
MD10716 [6] $ MN_M_NO_FCT_CYCLE_NAME = ” L66_MCSOFF”
į┘īóęįŽ┬ā╔éĆ(g©©)│╠ą“┐Į╚ļųŲįņ╔╠裣h(hu©ón)─┐õøŽ┬╝┤┐╔ĪŻ
L65_MCSON.SPFŻ╗
MASLOF(AA)
CC_COPON(A,AA)
M17
L66_MCSOFF.SPFŻ╗
CC_COPOFF(A,AA)
MASLON(AA)
M17
▌SģóöĄ(sh©┤)įO(sh©©)ų├Ż©ūóŻ║ģóöĄ(sh©┤)ąĶę¬įO(sh©©)ų├į┌Å─äė(d©░ng)▌S╔ŽŻ®
MD28090 $ MM_NUM_CC_BLOCK_ELEMENTS = ”1”
ė├ė┌ŠÄūg裣h(hu©ón)Ą─│╠ą“Č╬į¬╦žĄ─öĄ(sh©┤)┴┐Ż©DRAMŻ®Ż╗
MD28100 $ MM_NUM_CC_BLOCK_USER_MEM = ”100”
ė├ė┌ŠÄūg裣h(hu©ón)Ą─│╠ą“Č╬┤µā”(ch©│)Ų„╚▌┴┐Ż©DRAMŻ®Ż¼å╬╬╗KBŻ╗
MD60946 $MN_CC_ACTIVE_IN_CHAN_MCSC = ”1”
═©ė├ģóöĄ(sh©┤)Ż¼▀xĒŚ(xi©żng)╣”─▄╝ż╗ŅŻ¼įO(sh©©)ų├×ķ1║¾ąĶę¬POÅ═(f©┤)╬╗Ż¼Å═(f©┤)╬╗║¾į┌▌SģóöĄ(sh©┤)ųąŻ¼▓┼┐╔ęį╦č╦„ĄĮęįŽ┬Ą─ģóöĄ(sh©┤)Ż╗
MD63540 $ MA_CC_MASTER_AXIS = ”4”
ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║ŽĄ─ų„äė(d©░ng)▌SĄ─ÖC(j©®)┤▓▌S╠¢Ż¼A1▌S×ķĄ┌4Ė∙▌SŻ╗
MD63541 $ MA_CC_POSITION_TOL = ”0.5”
Å─äė(d©░ng)▌SĄ─▒O(ji©Īn)┐ž┤░┐┌Ż¼┤╦┤░┐┌Öz£yĄ─╩ŪĮ^ī”╬╗ų├Ż╗
MD63542 $ MA_CC_PROTEC_MASTER = ”0”
┼÷ū▓Ę└ūo(h©┤)ī”æ¬(y©®ng)Ą─ų„äė(d©░ng)▌SŻ¼Ņ^Īó╬▓╝▄▓╗Ģ■(hu©¼)░l(f©Ī)╔·┼÷ū▓Ż¼╣╩▓╗ąĶę¬╩╣ė├┼÷ū▓▒Żūo(h©┤)╣”─▄Ż╗
MD63543 $ MA_ CC_PROTEC_OPTIONS = ”0”
┼÷ū▓Ę└ūo(h©┤)╣”─▄Ą─┼õų├Ż╗
MD63544 $ MA_ CC_COLLISION_WIN = ”-1”
┼÷ū▓Ę└ūo(h©┤)┤░┐┌Ż╗
MD63545 $ MA_ CC_OFFSET_MASTER = ”0”
ė├ė┌┼÷ū▓Ę└ūo(h©┤)Ą─┴Ń³c(di©Żn)Ų½ų├ĪŻ
5Īó┐žųŲĘĮ╩ĮĄ─ŪąōQ
ŠC╔Ž╦∙╩÷Ż¼Ņ^╬▓╝▄Ą─┐žųŲ▓▀┬į═¼Ģr(sh©¬)╩╣ė├┴╦ļSäė(d©░ng)Īóų„Å─║═ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╚²ĘN┐žųŲĘĮ╩ĮŻ¼┐╝æ]ĄĮÖC(j©®)┤▓▓┘ū„Ą─░▓╚½ąį║═▒Ń└¹ąįŻ¼æ¬(y©®ng)ė├Easy Screen╣”─▄įO(sh©©)ėŗ(j©¼)ė├æ¶Įń├µŻ¼▓┘ū„š▀═©▀^³c(di©Żn)ō¶Įń├µųąĄ─┤╣ų▒░┤µIŻ¼╝┤┐╔╝ż╗Ņī”æ¬(y©®ng)Ą─┐žųŲĘĮ╩ĮĪŻ
SINUMERIK 840D slöĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─ė▓▒P┬ĘÅĮF:\HMI\hmisl\oem\sinumerik\hmi\Ž┬ėąā╔éĆ(g©©)╬─╝■ŖAŻ¼╬─╝■ŖAcfgųą┤µĘ┼Ą─╩ŪĮń├µ┐žųŲĄ─╝▄śŗ(g©░u)╬─╝■Ż¼╬─╝■ŖAprojųą┤µĘ┼ųŲįņ╔╠Č■┤╬ķ_░l(f©Ī)ė├Ą─Įń├µ╬─╝■ĪŻ
1Ż®ą▐Ė─┼õų├╬─╝■easyscreen.iniŻ¼ųĖČ©╬▓╝▄ūįäė(d©░ng)┐žųŲĮń├µĄ─┤µĘ┼╬╗ų├Ż¼į┌ŽĄĮy(t©»ng)Ą─į\öÓ«ŗ├µŽ┬Ż║[STARTFILES]
StartFile07 = area := AreaDiagnosis, dialog:=SlDgDialog, startfile := diag.comŻ╗
2Ż®ŠÄųŲŅ^╬▓╝▄┐žųŲĘĮ╩ĮŪąōQĄ─Įń├µ│╠ą“Ż¼┤µĘ┼į┌╬─╝■ŖAprogŽ┬Ż¼╬─╝■├¹×ķdiag.comŻ¼ę“?y©żn)ķÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╩Ū▒žĒÜė├ųĖ┴Ņ╝ż╗ŅĄ─Ż¼╦∙ęįū÷Įń├µĢr(sh©¬)╩╣ė├┴╦╬─╝■╣”─▄“▀xō±│╠ą“SP”šZŠõŻ¼└²╚ńŻ¼ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║ŽĘĮ╩Į╝ż╗ŅŻ¼ī”æ¬(y©®ng)šZŠõSP("//NC/CMA.DIR/ L65_MCSON.SPF ")Ż╗
3Ż®│╠ą“é„╚ļ┬ĘÅĮF:\HMI\hmisl\oem\sinumerik\hmi\proj\Ż¼ŽĄĮy(t©»ng)ųžåó║¾Ż¼į┌ŽĄĮy(t©»ng)Ą─į\öÓ«ŗ├µŽ┬Ģ■(hu©¼)│÷¼F(xi©żn)▄øµI“Ņ^╬▓╝▄┐žųŲ”Ż¼³c(di©Żn)ō¶įōµIŻ¼╝┤┐╔▀M(j©¼n)╚ļŅ^╬▓╝▄┐žųŲĘĮ╩ĮŪąōQĮń├µŻ¼į┌Įń├µųą³c(di©Żn)ō¶ī”æ¬(y©®ng)Ą─┤╣ų▒░┤µIŻ¼į┘░┤Ž┬裣h(hu©ón)åóäė(d©░ng)µIŻ¼╝┤┐╔ęį╝ż╗Ņī”æ¬(y©®ng)Ą─ĘĮ╩ĮŻ¼═¼Ģr(sh©¬)Ż¼Ņ^╬▓╝▄Ą─┐žųŲĀŅæB(t©żi)ę▓┐╔ęįį┌Įń├µųąūx│÷Ż¼ęįĘĮ▒Ń▓┘ū„š▀īŹ(sh©¬)Ģr(sh©¬)▒O(ji©Īn)┐žĪŻŅ^╬▓╝▄┐žųŲĮń├µ╚ńłD6╦∙╩ŠĪŻ
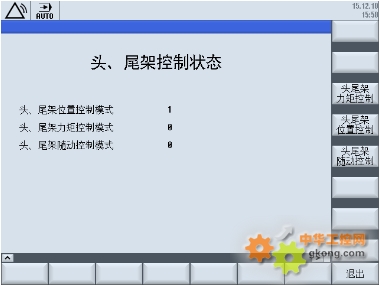
łD6Ż║Ņ^Īó╬▓╝▄┐žųŲĀŅæB(t©żi)Įń├µ
╦─Īó╝ė╣ż“×(y©żn)ūC
įO(sh©©)ėŗ(j©¼)ķ_░l(f©Ī)═Ļ│╔║¾Ż¼ŪČ╚ļČÓ▓▀┬į┐žųŲ─Ż╩ĮĄ─┴∙┼_(t©ói)XKH800ZÖC(j©®)┤▓į┌▒Š╣½╦ŠĮø(j©®ng)▀^┴╦╚~Ų¼┴Ń╝■Ą─ąĪ┼·┴┐▀B└m(x©┤)╝ė╣żįć“×(y©żn)Ż¼įć“×(y©żn)╚~Ų¼├½┼„×ķĘĮõōŻ¼│▀┤ń×ķ300×75×45mmŻ¼▓─┴Ž×ķ▓╗õPõōĪŻį┌╚~Ų¼ąĪ┼·┴┐▀B└m(x©┤)╝ė╣żįć“×(y©żn)▀^│╠ųąŻ¼ČÓĘN±Ņ║ŽĘĮ╩ĮŽÓĮY(ji©”)║ŽĄ─Ņ^╬▓╝▄┐žųŲ─Ż╩ĮŻ¼▓┘ū„ĘĮ▒Ńėąą¦Ż¼╣żū„ĘĆ(w©¦n)Č©┐╔┐┐Ż¼╝ė╣ż│÷Ą─╚~Ų¼Š½Č╚║═▒Ē├µ┤ų▓┌Č╚Öz£y║ŽĖ±Ż¼═©▀^┴╦ė├æ¶Ą─“×(y©żn)╩šĪŻ
ÖC(j©®)┤▓░l(f©Ī)▀\(y©┤n)ų┴¤oÕa═ĖŲĮ╚~Ų¼ÅS║¾Ż¼ė├æ¶╩╣ė├įōÖC(j©®)┤▓▀M(j©¼n)ąą┴╦ČÓĘNą═╠¢Ą─▓╗õPõōĘĮõō╚~Ų¼Ż©├½┼„ķLČ╚200Ī½580mmŻ®║═─ŻÕæ╚~Ų¼Ż©├½┼„ķLČ╚350Ī½550mmŻ®Ą─┤¾┼·┴┐╔·«a(ch©Żn)Ż¼│¼▀^░ļ─ĻĄ─ŪąŽ„╝ė╣ż▒Ē├„Ż¼ÖC(j©®)┤▓╣żū„ĘĆ(w©¦n)Č©┐╔┐┐Ż¼Ņ^╬▓╝▄▀\(y©┤n)äė(d©░ng)┐žųŲīŹ(sh©¬)ė├ėąą¦Ż¼Ą├ĄĮė├æ¶║├įuŻ¼×ķ╚~Ų¼╝ė╣żŠ½Č╚║═╝ė╣żą¦┬╩Ą─╠ßĖ▀░l(f©Ī)ō]┴╦ųžę¬ū„ė├ĪŻ
╬ÕĪóæ¬(y©®ng)ė├¾wĢ■(hu©¼)
═©▀^ī”SINUMERIK 840D SLöĄ(sh©┤)┐žŽĄĮy(t©»ng)ų„Å─±Ņ║ŽĪóļSäė(d©░ng)┐žųŲĪóÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ±Ņ║Ž╚²éĆ(g©©)╣”─▄Ą─ŠC║Žæ¬(y©®ng)ė├Ż¼ą╬│╔┴╦┐╔┐┐ėąą¦Ą─ŪČ╚ļ╩Į┐žųŲ▓▀┬įŻ¼īŹ(sh©¬)¼F(xi©żn)┴╦╬Õ▌S╚~Ų¼╝ė╣żųąą─Ą─Ņ^╬▓╝▄═¼▓Į┐žųŲŻ¼ĮŌøQ┴╦į┌╚~Ų¼čbŖAĪó┤ų╝ė╣ż║═Š½╝ė╣ż▀^│╠ųąŻ¼Ņ^╬▓╝▄┐žųŲ╔Ž▓╗═¼ąĶŪ¾Ą─å¢Ņ}Ż¼╠ßĖ▀┴╦╝ė╣żą¦┬╩Ż¼ØMūŃ┴╦╚~Ų¼╝ė╣żĄ─╣ż╦ćę¬Ū¾Ż¼ę▓│õĘų¾w¼F(xi©żn)┴╦SINUMERIK 840D SLöĄ(sh©┤)┐žŽĄĮy(t©»ng)ÅŖ(qi©óng)┤¾Ą─╣”─▄╝░Ųõ┴╝║├Ą─ķ_Ę┼ąįĪŻ
┴∙Īóģó┐╝╬─½I(xi©żn)
[1] «ģ│ąČ„ ČĪ─╦Į© ¼F(xi©żn)┤·öĄ(sh©┤)┐žÖC(j©®)┤▓ ▒▒Š®ÖC(j©®)ąĄ╣żśI(y©©)│÷░µ╔ń 1991
[2] SINUMERIK 840D SLŠSą▐┼cš{(di©żo)š¹ ╬„ķTūė(ųąć°)ėąŽ▐╣½╦Š 2013
[3] ĘČ▓«īÄĄ╚ PLC┐╔ŠÄ│╠ą“┐žųŲŲ„Į╠│╠ ▒▒Š®║Żč¾│÷░µ╔ń 1993
[4] DOConCD SINUMERIK 03_2013 ╬„ķTūė(ųąć°)ėąŽ▐╣½╦Š 2013
[5] SINUMERIK 840D sl Easy Screen (BE2) 2011

